Wywołanie narzędzia, Dane skrawania, Wywołanie narzędzia dane skrawania – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 507
HEIDENHAIN CNC PILOT 4290
507
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
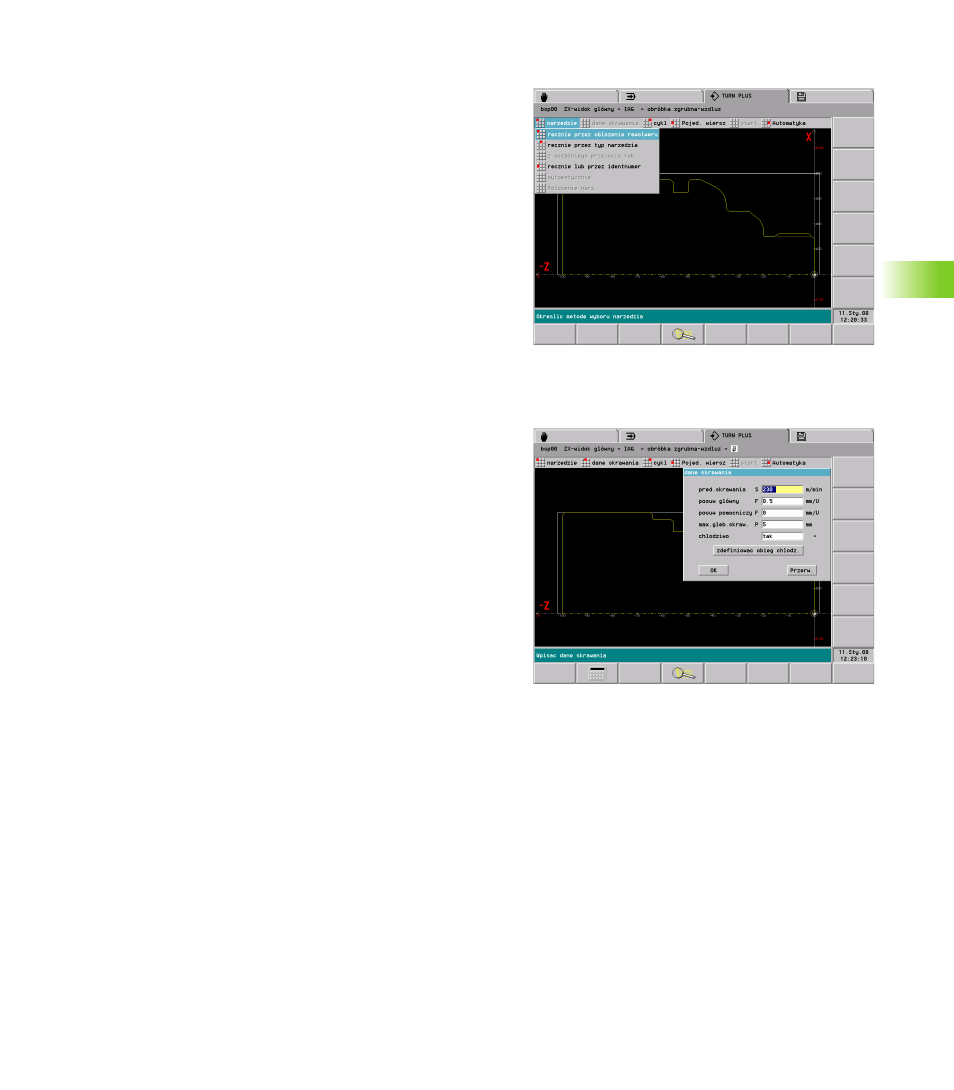
Wywołanie narzędzia
Punkt menu "narzędzie" jest wybieralny dopiero po wyborze rodzaju
obróbki. Podfunkcje mają następujące znaczenie:
Manualnie przez obłożenie głowicy: wybieramy narzędzie w
rewolwerze.
Manualnie przez typ narzędzia: wybieramy narzędzie z bazy
danych i pozycjonujemy na głowicy.
Z ostatniego zabiegu: IAG używa ostatnio wykorzystywane
narzędzie.
Manualnie przez typ narzędzia/identnumer: wybieramy narzędzie
z bazy danych i pozycjonujemy na głowicy.
Automatycznie: IAG przejmuje wybór narzędzia i uplasowanie w
głowicy. – warunek: obszar obróbki jest określony.
Dane skrawania
Po wyborze narzędzia sprawdzamy/optymalizujemy dane technologii.
„Dane skrawania“ TURN PLUS określa na podstawie obrabianego
materiału i materiału ostrza (dane narzędzia) z bazy danych
technologii. Sprawdzić/zoptymalizować wartości.
Prędkość skrawania S
Posuw główny F
Posuw pomocniczy F
Maksymalna głębokość skrawania P (zostaje przejęta z parametru
cyklu)
Chłodziwo
Tak: TURN PLUS generuje polecenia M dla włączenia/wyłączenia
obiegów chłodziwa.
Nie: TURN PLUS nie generuje polecenia M dla włączenia/
wyłączenia obiegów chłodziwa.
Klawisz „definiowanie obiegu chłodziwa“: Otwiera okno dialogowe
„obiegi chłodziwa“. Nastawić wykorzystywane obiegi.