Cykl gwintowania g31, Patrz “cykl, Gwintowania g31” na stroni 246 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 246: 22 cykle gwintowania
246
4.22 Cykle gwintowania
Cykl gwintowania G31
G31 wytwarza zdefiniowane przy pomocy G24-, G34- lub G37-Geo
proste, połączone łańcuchowo lub wielozwojowe gwinty. CNC PILOT
rozpoznaje na podstawie definicji narzędzia, czy mowa jest o gwintach
zewnętrznych czy też wewnętrznych.
Przykład: G31 część1
. . .
CZESC GOTOWA
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30
N 7 G37 Q12 F2 P0.8 A30 W30
. . .
OBROBKA
N 33 G14 Q0 M108
N 30 T9 G97 S1000 M3
N 34 G47 P2
N 35 G31 NS5 B5 P0 V0 H1
N 36 G0 X110 Z20
N 38 G47 M109
. . .
Parametry
NS
Numer wiersza (referencja na element bazowy G1-Geo opisu
konturu gwintu; przy połączonych gwintach jest to numer
wiersza pierwszego elementu bazowego)
I
Maksymalny dosuw
B
Długość dobiegu - brak wprowadzenia: długość zostaje
ustalona na podstawie leżących obok podcięć i wytoczeń.
Jeśli ich brak, to obowiązuje "długość dobiegu gwintu" z
parametru obróbkowego 7.
P
Długość wybiegu - brak wprowadzenia: długość wybiegu
zostaje ustalona na podstawie leżących obok podcięć i
wytoczeń. Jeśli ich brak, to obowiązuje "długość wybiegu
gwintu" z parametru obróbkowego 7.
D
Kierunek skrawania (baza: kierunek definicji elementu
bazowego) – (default: 0)
D=0: ten sam kierunek
D=1: kierunek przeciwny
V
Rodzaj wcięcia (standard: 0)
V=0 stałe skrawanie poprzeczne dla wszystkich przejść
V=1: stałe wcięcie
V=2: z podziałem pozostałego do wykonania skrawania
Pierwszy dosuw = "reszta" z dzielenia głębokości gwintu/
głębokości skrawania "Ostatnie przejście" zostaje
podzielone na 1/2-, 1/4-, 1/8- i 1/8-przejścia.
V=3 wcięcie zostaje obliczone ze skoku i prędkości
obrotowej
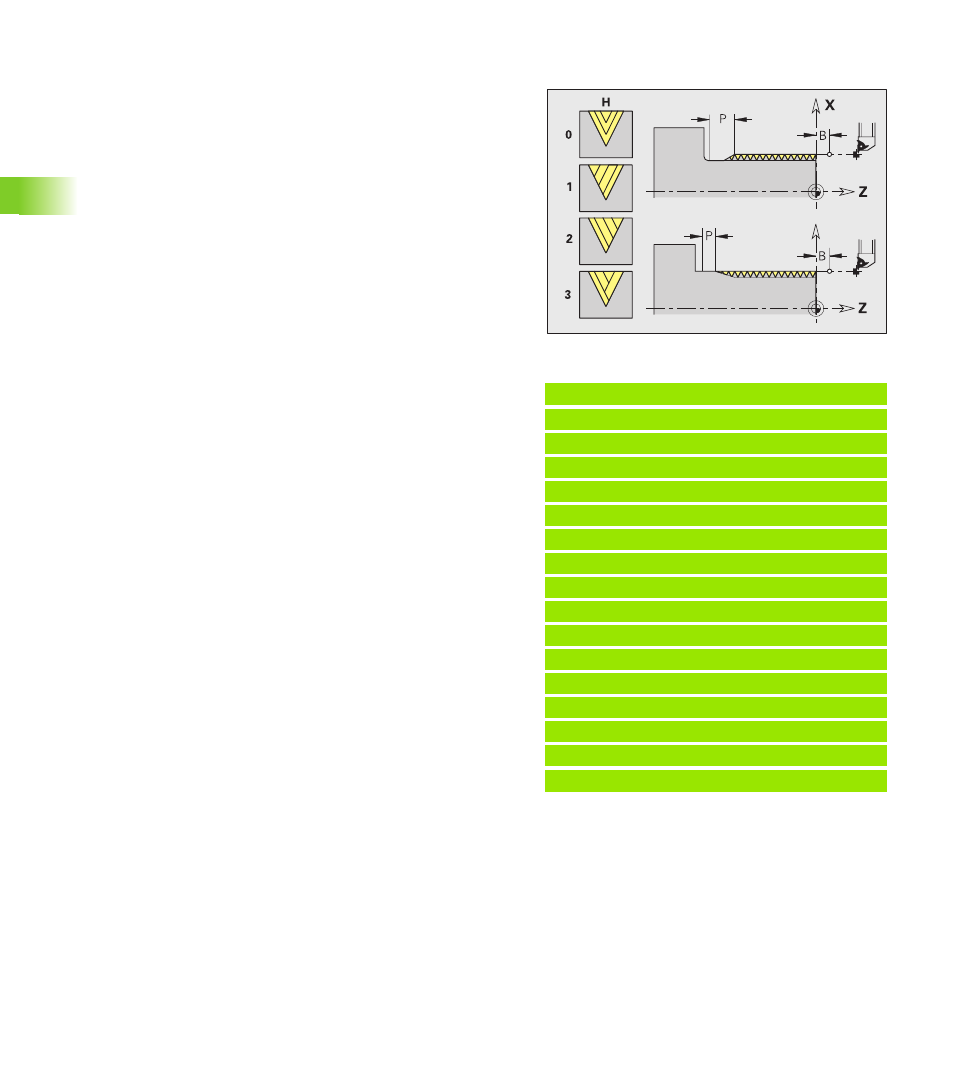
H
Rodzaj przesunięcia dla wygładzania zarysów gwintu (default:
0)
H=0: bez przesunięcia
H=1: przesunięcie od lewej
H=2: przesunięcie od prawej
H=3: przesunięcie na przemian od prawej/od lewej
Q
Liczba pustych przejść po ostatnim skrawaniu (dla
zredukowania nacisku skrawania w dnie gwintu) - (default: 0)
C
Kąt startu (początek gwintu leży określony do nie-
obrotowosymetrycznych elementów konturu) - (default: 0)