21 proste cykle toczenia, Koniec cyklu g80, Toczenie wzdłuż proste g81 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 237: Koniec cyklu g80 toczenie wzdłuż proste g81
HEIDENHAIN CNC PILOT 4290
237
4.21 Proste cykle toczenia
4.21 Proste cykle toczenia
Koniec cyklu G80
G80 zamyka cykl obróbki.
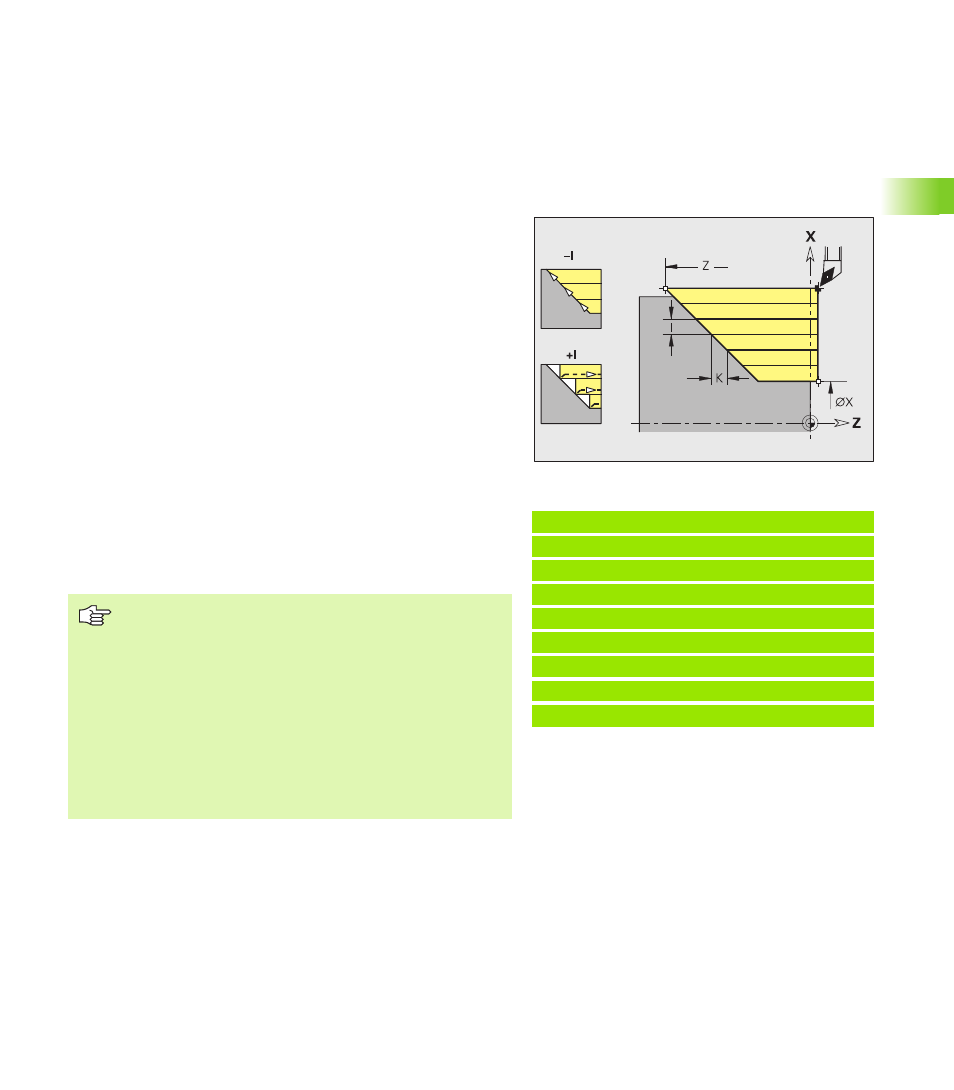
Toczenie wzdłuż proste G81
G81 skrawa zgrubnie opisany poprzez aktualną pozycję narzędzia i
"X, Z" obszar konturu. W przypadku powierzchni ukośnej proszę
zdefiniować kąt przy pomocy I i K.
CNC PILOT rozpoznaje obróbkę zewnętrzą/wewnętrzną na
podstawie położenia punktu docelowego. Rozdzielenie skrawania
zostaje tak obliczone, iż unika się „przejść szlifowania” i obliczony
dosuw <= "I".
Przykład: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Parametry
X
Punkt docelowy konturu (wymiar średnicy)
Z
Punkt docelowy konturu
I
Maksymalne wcięcie w kierunku X
I<0: z obciąganiem konturu
I>0: bez obciągania konturu
K
Przesunięcie w kierunku Z (default: 0)
Q
G-funkcja wcięcie (default: 0)
0: dosuw z G0 (bieg szybki)
1: dosuw z G1 (posuw)
Programowanie X, Z: absolutnie, inkrementalnie lub
samozachowawczo
Korekcja promienia ostrza nie zostaje
przeprowadzona.
Odstęp bezpieczeństwa po przejściu: 1 mm
G57-naddatek
zostają obliczone z właściwym znakiem liczby
(dlatego też naddatki przy obróbce wewnątrz nie są
możliwe)
działa także po zakończeniu cyklu
Naddatek G58 nie zostaje wliczony.