2 nagłówek programu, 2 nag łówek programu 6.2 nagłówek programu – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 403
HEIDENHAIN CNC PILOT 4290
403
6.2 Nag
łówek programu
6.2 Nagłówek programu
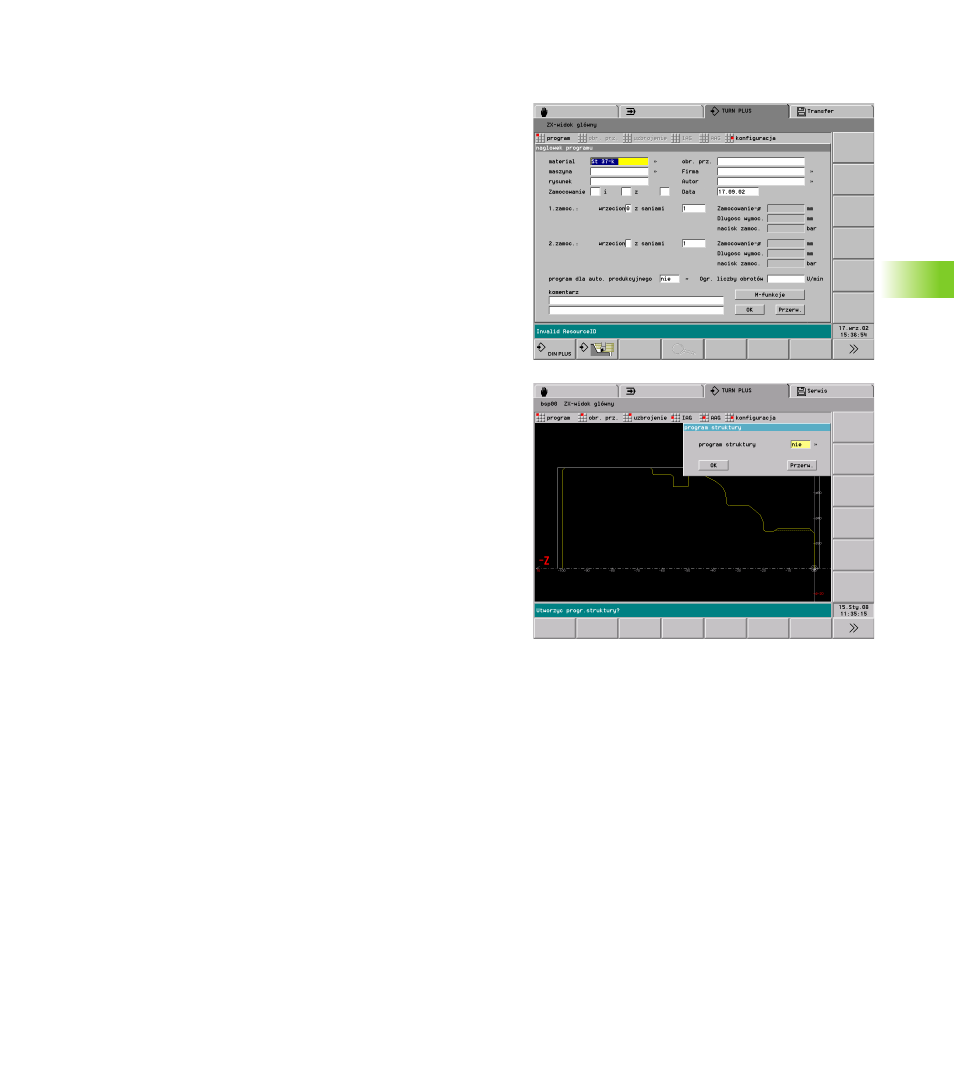
NAGŁOWEK PROGRAMU zawiera:
Materiał obrabiany: dla określenia wartości skrawania.
Przyporządkowanie wrzeciono – suport 1. zamocowanie
Przypisanie wrzeciono – suport 2. zamocowanie: podać przy
pełnej obróbce wrzeciono i suport, z którymi to zamocowanie jest
obrabiane. Przy kilku suportach zapisać numery suportów jeden po
drugim (przykład: „12“ = $1 und $2).
Ograniczenie prędkości obrotowej (SMAX definiowane jest w
„parametr obróbki 2 – globalne parametry technologii“ ):
Brak zapisu: SMAX jest ograniczeniem prędkości obrotowej
Zapis < SMAX: wartość zapisu jest ograniczeniem prędkości
obrotowej
Zapis > SMAX: SMAX jest ograniczeniem prędkości obrotowej
Klawisz „M-funkcje“: można zdefiniować do pięciu funkcji M, które
TURN PLUS uwzględnia przy generowaniu programu NC w
następujący sposób:
na "początku obróbki"
po zmianie narzędzia (polecenie T)
na końcu obróbki
Klawisz „program strukturyzowany": jeżeli nastawimy "tak" to
TURN PLUS generuje program NC jako "program strukturyzowany"
(warunek: obrabiany przedmiot zostaje produkowany przy pomocy
"pełnej obróbki" na maszynie z przeciwwrzecionem). Przy tym dla
każdej obróbki generowany jest wewnętrzny podprogram. Program
główny zawiera ogólne polecenia i wywołania podprogramów.
Nastawienie klawisza „program strukturyzowany“ można zmienić w
oknie dialogowym „program strukturyzowany“. To okno dialogowe
wywołujemy przy pomocy „półwyrób > program strukturyzowany“.
W funkcji „uzbroić“ TURN PLUS określa następujące dane nagłówka
programu (patrz “Mocowanie po stronie wrzeciona” na stroni 493).
średnica zamocowania
Wolna długość obróbkowa przedmiotu
Nacisk zamocowania
Inne pola zawierają informacje organizacyjne i informacje
nastawienia, nie wpływające na wykonanie programu.
Informacje nagłówka programu zostają odznaczone w programie DIN
przy pomocy „#“ .