Obróbka zgrubna planowa (g820), Wo: patrz “obróbka zgrubna planowa, G820)” na stroni 512 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 512
512
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
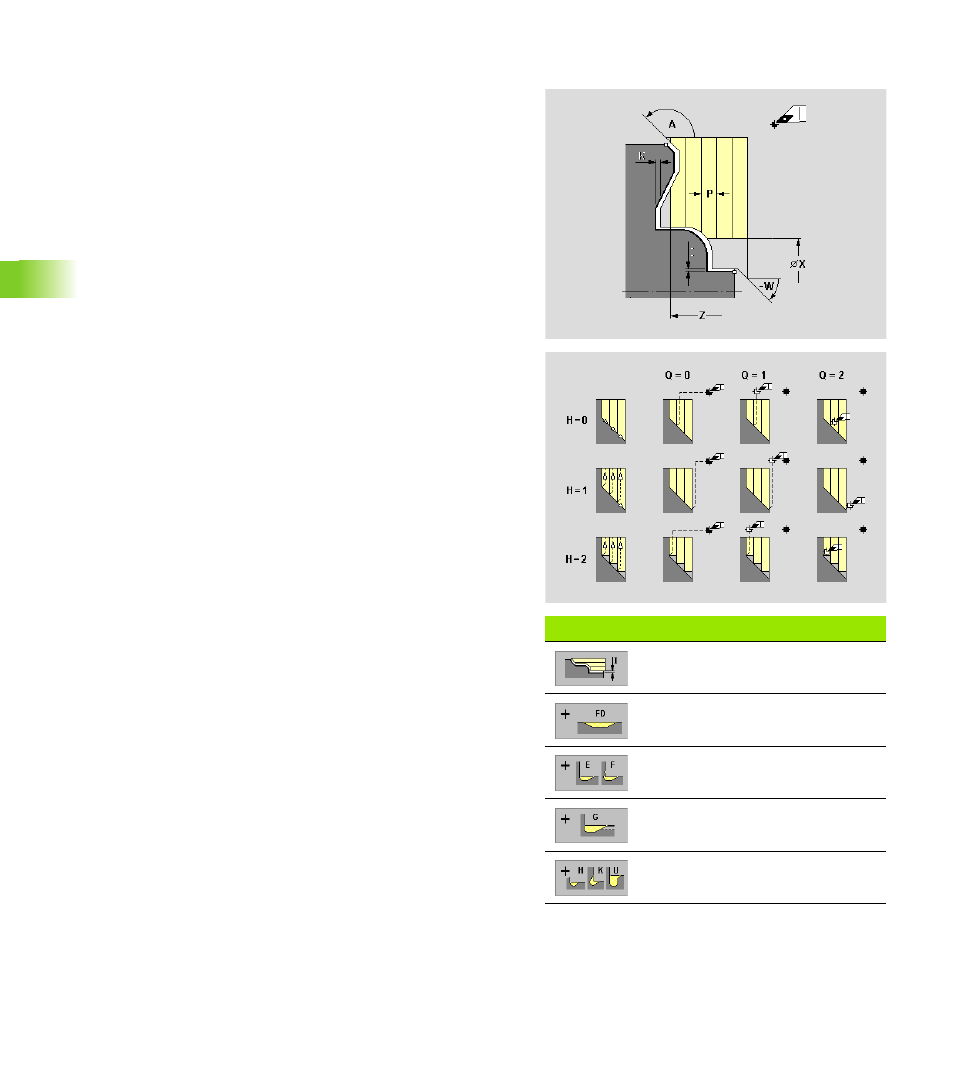
Obróbka zgrubna planowa (G820)
IAG generuje dla wybranego obszaru konturu cykl G820.
Softkeys "obróbka zgrubna"
Naddatek wzdłużny/stały naddatek
Obrabianie podtoczenia FD
Obrabianie podcięć E i F
Obrabianie podcięć G
Obrabianie podcięć H, K i U
Parametry
P
Głębokość skrawania (maksymalne wcięcie)
A
Kąt najazdu – baza: oś Z (default 90°/270°)
W
Kąt odjazdu – baza: oś Z (default 0°/180°)
X
Ograniczenie skrawania
Z
Ograniczenie skrawania
I
W zależności od nastawienia softkey:
Naddatek wzdłużny
Stały naddatek (generuje „nadddatek G58“ przed cyklem)
K
Naddatek planowy
Pogłębianie (opadające kontury zostają obrabiane)?
Tak
Nie
E
Zredukowany posuw pogłębiania przy opadających konturach
H
Rodzaj odjazdu (rodzaj wygładzania konturu)
H=0: skrawa po każdym przejściu wdłuż konturu
H=1: wznosi się pod 45°; wygładzanie konturu po ostatnim
przejściu
H=2: wznosi się pod 45° – bez wygładzania konturu
Q
Wyjście z materiału przy końcu cyklu
Q=0: powrót do punktu startu (najpierw X potem Z)
Q=1: pozycjonuje przed gotowym konturem
Q=2: podnosi na odstęp bezpieczeństwa i zatrzymuje
Obróbka podcięcia. Nastawienie następuje poprzez softkey.