Rodzaj obróbki gwint (g31) – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 536
536
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
Rodzaj obróbki gwint (G31)
IAG generuje dla wybranego gwintu cykl G31.
Parametry
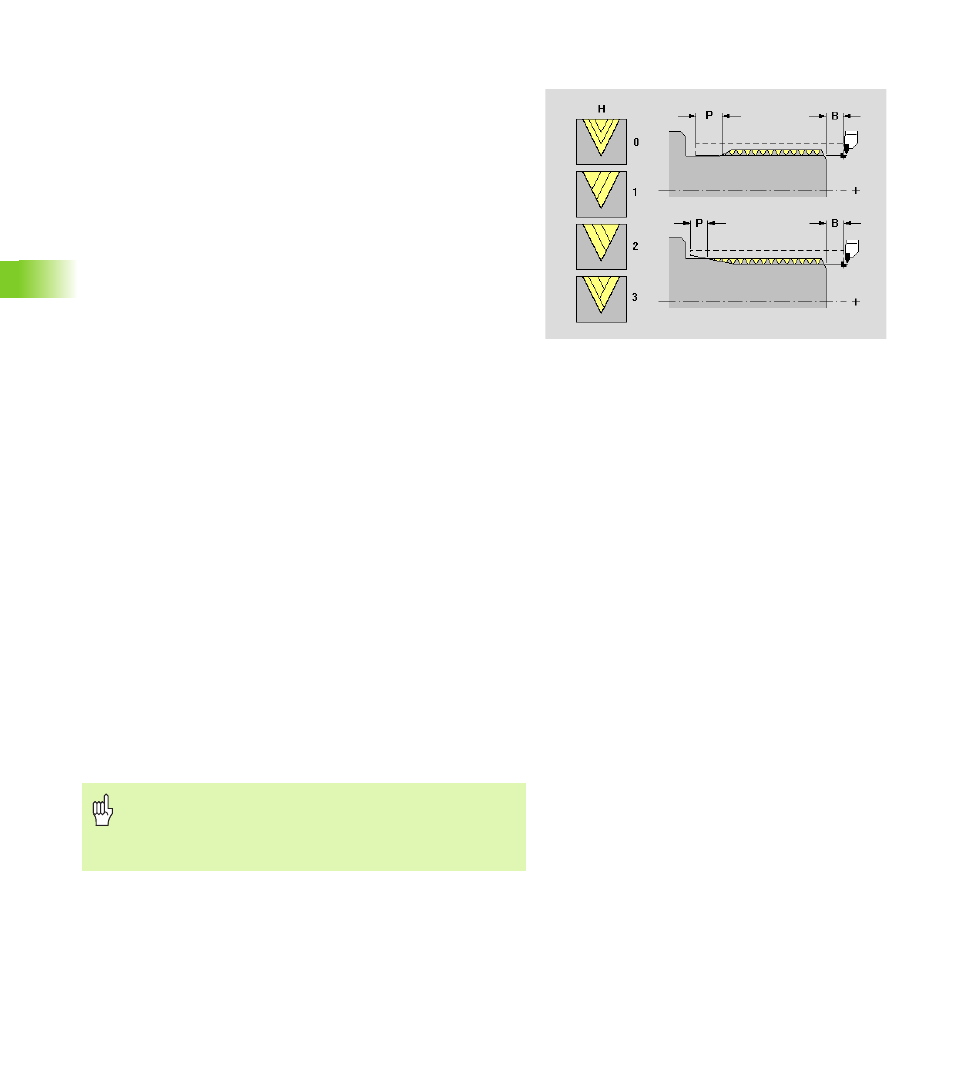
B
Długość dobiegu
Brak wpisu: CNC PILOT ustala długość leżących obok
podcięć lub przecięć.
Brak wpisu, nie podcięcie/nacięcie: CNC PILOT używa
„długości dobiegu gwintu" z parametru obróbkowego 7.
P
Długość wybiegu
Brak wpisu: CNC PILOT ustala długość leżących obok
podcięć lub przecięć.
Brak wpisu, nie podcięcie/nacięcie: CNC PILOT używa
„długości wybiegu gwintu" z parametru obróbkowego 7.
C
Kąt startu, jeśli początek gwintu leży zdefiniowany do nie
obrotowo-symetrycznych elementów konturu
I
Maksymalny dosuw
V
Rodzaj posuwu wgłębnego
V=0 (stałe skrawanie poprzeczne): stałe skrawanie
poprzeczne dla wszystkich przejść.
V=1: stałe wcięcie
V=2 (pozostały podział przejść): Jeśli dzielenie głębokości
gwintu/wcięcia daje resztę, to ta „reszta” obowiązuje dla
pierwszego wcięcia. "Ostatnie przejście" zostaje podzielone
na 1/2-, 1/4-, 1/8- i 1/8 przejścia.
V=3 (EPL-metoda): wcięcie zostaje obliczone ze skoku i
prędkości obrotowej.
H
Rodzaj przesunięcia pojedyńczych wcięć dla wygładzania
boków zarysu gwintu
H=0: bez przesunięcia
H=1: przesunięcie od lewej
H=2: przesunięcie od prawej
H=3: przesunięcie na przemian od prawej/od lewej
Q
Liczba pustych przejść po ostatnim przejściu (dla
zredukowania nacisku skrawania w dnie gwintu)
Uwaga niebezpieczeństwo kolizji
Przy zbyt dużej "długości wybiegu P" może zaistnieć
niebezpieczeństwo kolizji. Operator sprawdza długość
wybiegu w symulacji.