Przejazd na zderzenie g916 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 296
296
4.28 Przypisanie, synchronizacj
a, przekazywanie przedmiotu
Rejestrowanie przesunięcia kąta przy biegu
synchronicznym wrzeciona G906
G906 zapisuje przesunięcie kątowe pomiędzy prowadzącym i
prowadzonym wrzecionem do zmiennej V921.
Programowanie:
Proszę programować G906 tylko przy aktywnym biegu
synchronicznym kątowym - obydwa uchwyty mocujące muszą być
zamknięte
Programować G906 w oddzielnym wierszu NC
Programować przed przetwarzaniem V921 G909 (stop
interpretatora)
G906 wytwarza "stop interpretatora"
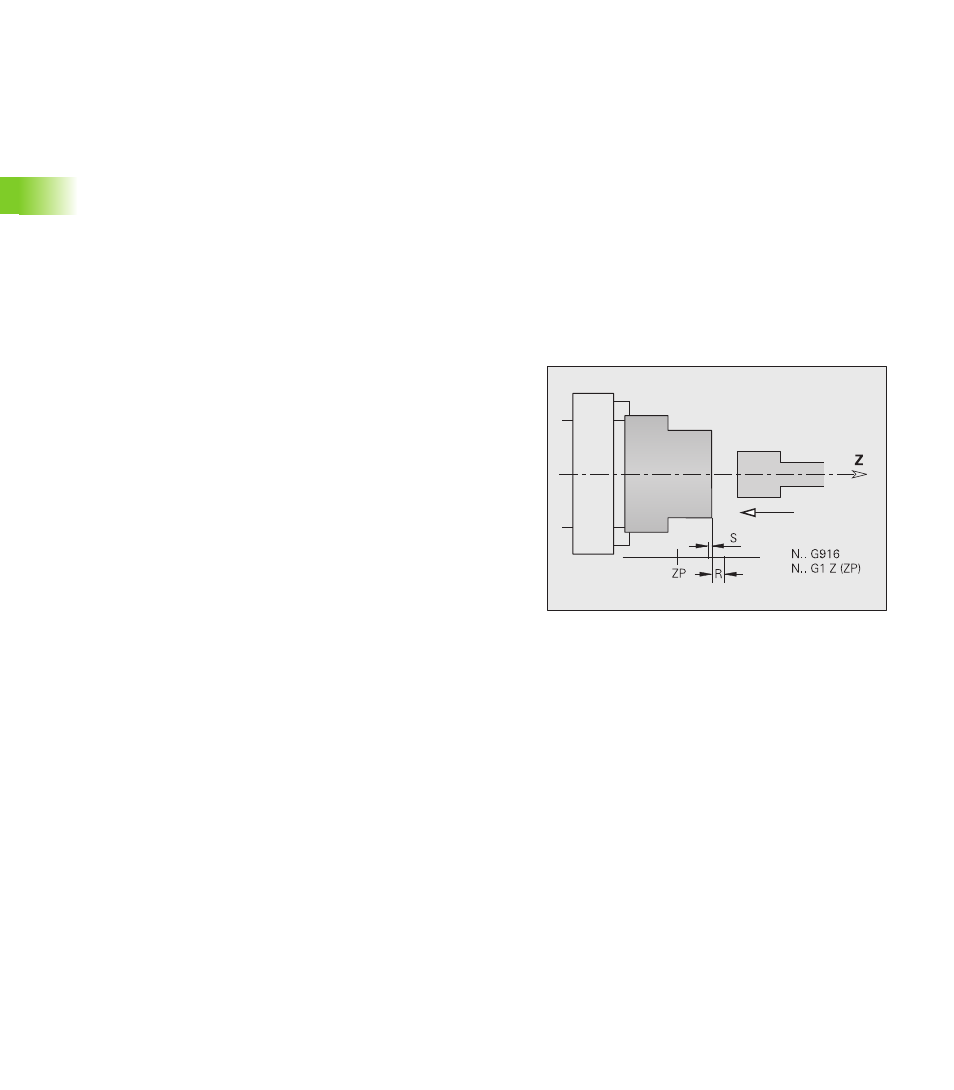
Przejazd na zderzenie G916
G916 włącza "nadzorowanie odcinka przemieszczenia".
Przejeżdżamy potem z G1 na "zderzenie". G916 używamy dla:
Przejazd na zderzenie (przykład: przejęcie obrobionego wstępnei
przedmiotu przez drugie przesuwalne wrzeciono, jeśli pozycja
przedmiotu nie jest dokładnie znana.
Docisnąć konik do przedmiout (funkcja konika)
CNC PILOT zatrzymuje suport i zapisuje "pozycję docisku" do
pamięci. G916 wytwarza "stop interpretatora".
Przejazd na zderzenie (G916 bez parametrów). CNC PILOT
przejeżdża na zderzenie i zatrzymuje się, jak tylko błąd opóźnienia
zostanie osiągnięty. Pozostała droga przemieszczenia zostaje
skasowana.
zapamiętuje "pozycję zderzenia " w zmiennych V901..V918
powraca o błąd opóźnienia + odcinek rewersyjny (MP 1112,
1162, ..).
W MP 1112, 1162, .. określamy:
Granica błędu opóźnienia
Odcinek rewersyjny
Parametry
H
Siła docisku w daNewton (1 daNewton = 10 Newton)
D
Tryb:
D=1: aktywować funkcję konika
D=2: dezaktywować funkcję konika
Od wersji software 625 952-04:
D=3: bez błędu przerwania przy osiągnięciu pozycji
końcowej
R
Odcinek rewersyjny