Nacinanie g86, 21 proste cykle toczenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 242
242
4.21 Proste cykle toczenia
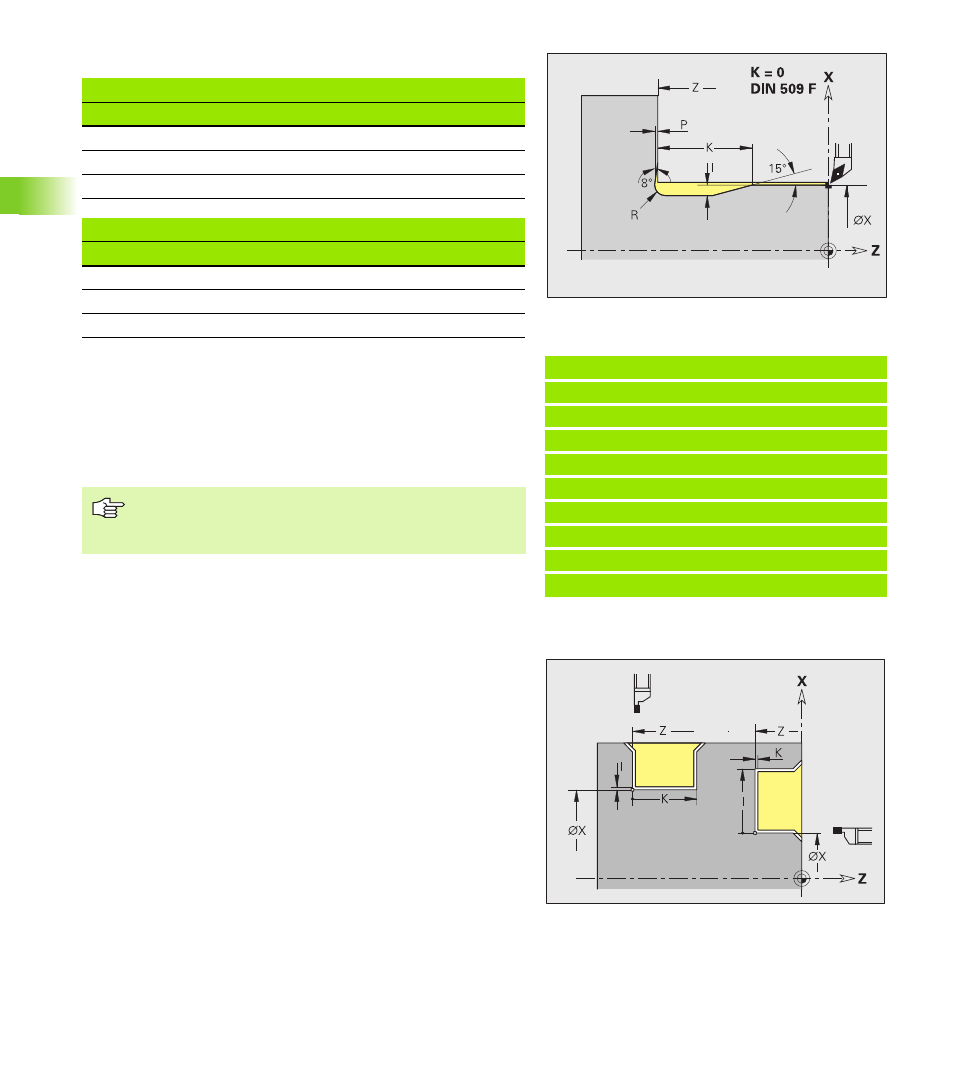
I = głębokość podcięcia
K = szerokość podcięcia
R = promień podcięcia
P = głębokość planowa
Kąt podcięcia dla podcięcia DIN 509 E i F: 15°
Kąt planowy dla podcięcia DIN 509 F: 8°
Nacinanie G86
G86 wytwarza proste radialne i osiowe wytoczenia z fazkami. CNC
PILOT ustala radialne/osiowe lub wewnętrzne/zewnętrzne podcięcia
na podstawie "położenia narzędzia".
Przykład: G85
. . .
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
. . .
Parametry podcięcia DIN 509 E
Średnica
I
K
R
<= 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Parametry podcięcia DIN 509 F
Srednica
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
Korekcja promienia ostrza nie zostaje
przeprowadzona.
Naddatki nie zostają wliczone.
Parametry
X
Punkt narożny dna (wymiar średnicy)
Z
Punkt naroży dna
I
Radialne nacięcie: naddatek
I>0: naddatek (przecinanie wstępne i obróbka na gotowo)
I=0: bez obróbki na gotowo
Osiowe nacięcie: szerokość nacięcia
I>0: szerokość nacięcia
brak danych: szerokość podcięcia = szerokość narzędzia