HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 300
300
4.28 Przypisanie, synchronizacj
a, przekazywanie przedmiotu
Programowanie:
Programować G917 i G1 w jednym wierszu
G1 .. zaprogramować następująco:
przy "kontroli obcinania": odcinek > 0,5 mm (aby pozwolić na
wynik kontrolny)
przy kontroli „bezzadziorowego obcinania“: odcinek < szerokość
obcinaka
Wynik w zmienną V300
0: przedmiot został niepoprawnie/nie bezzadziorowo obcięty
(rozpoznano błąd opóźnienia)
1: przedmiot został poprawnie/bezzadziorowo obcięty (nie
rozpoznano błędu opóźnienia)
G917 wytwarza "stop interpretatora"
Kontrola obcinania za pomocą nadzorowania
wrzeciona G991
G991 kontroluje operację obcinania poprzez sprawdzenie różnicy
prędkości obrotowych obydwu wrzecion. Najpierw związane są
obydwa wrzeciona ze sobą poprzez przedmiot "siłowo". Dopiero wtedy
kiedy obrabiany przedmiot zostanie obcięty, wrzeciona obracają się
niezależnie od siebie. Odchylenia od prędkości obrotowej i czas
nadzoru zostają określone w parametrach maszynowych MP 808,
858, ... , mogą zostać jednakże zmienione przy pomocy G992.
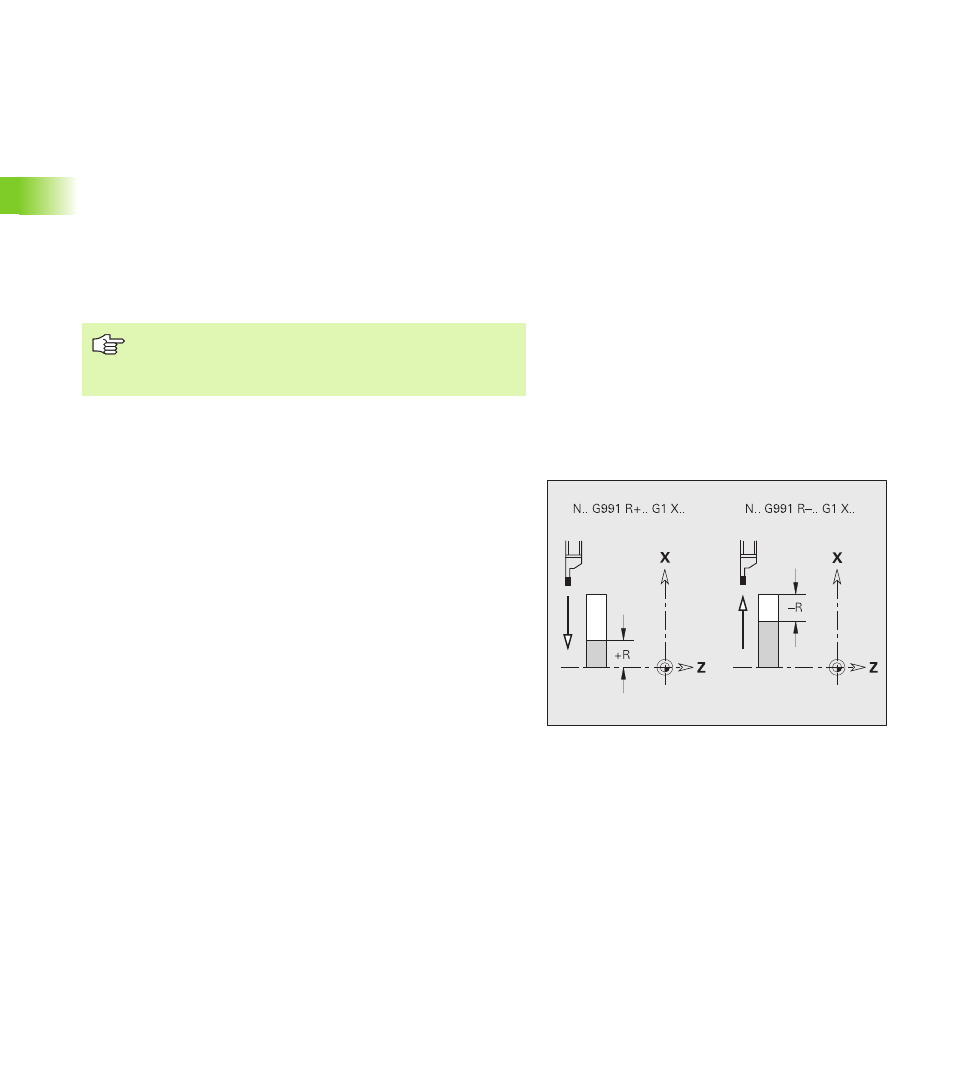
W "R" definiujemy kontrolowany odcinek i określamy, czy droga
obcinania na krótko przed rozdzieleniem czy też odcinek powrotu ma
zostać nadzorowany (patrz ilustracja).
CNC PILOT zapisuje wynik kontroli przecinania do zmiennej V300.
G991 wytwarza "stop interpretatora".
Od wersji software 625 952-04:
Nadzorowanie błędu opóźnienia następuje dopiero po
fazie przyśpieszenia.
Parametry
R
Droga powrotu (wartość promienia)
Brak danych: różnica prędkości obrotowych
synchronicznie pracujących wrzecion zostaje
(jednorazowo) sprawdzona.
R>0: nadzorowanie "pozostałej drogi obcinania"
R<0: nadzorowanie "drogi powrotu". Nadzorowanie
rozpoczyna się przy starcie "drogi powrotu" i kończy przy
"droga powrotu – R“.