Obcinanie, Patrz “obcinanie” na stroni 523) – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 523
HEIDENHAIN CNC PILOT 4290
523
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
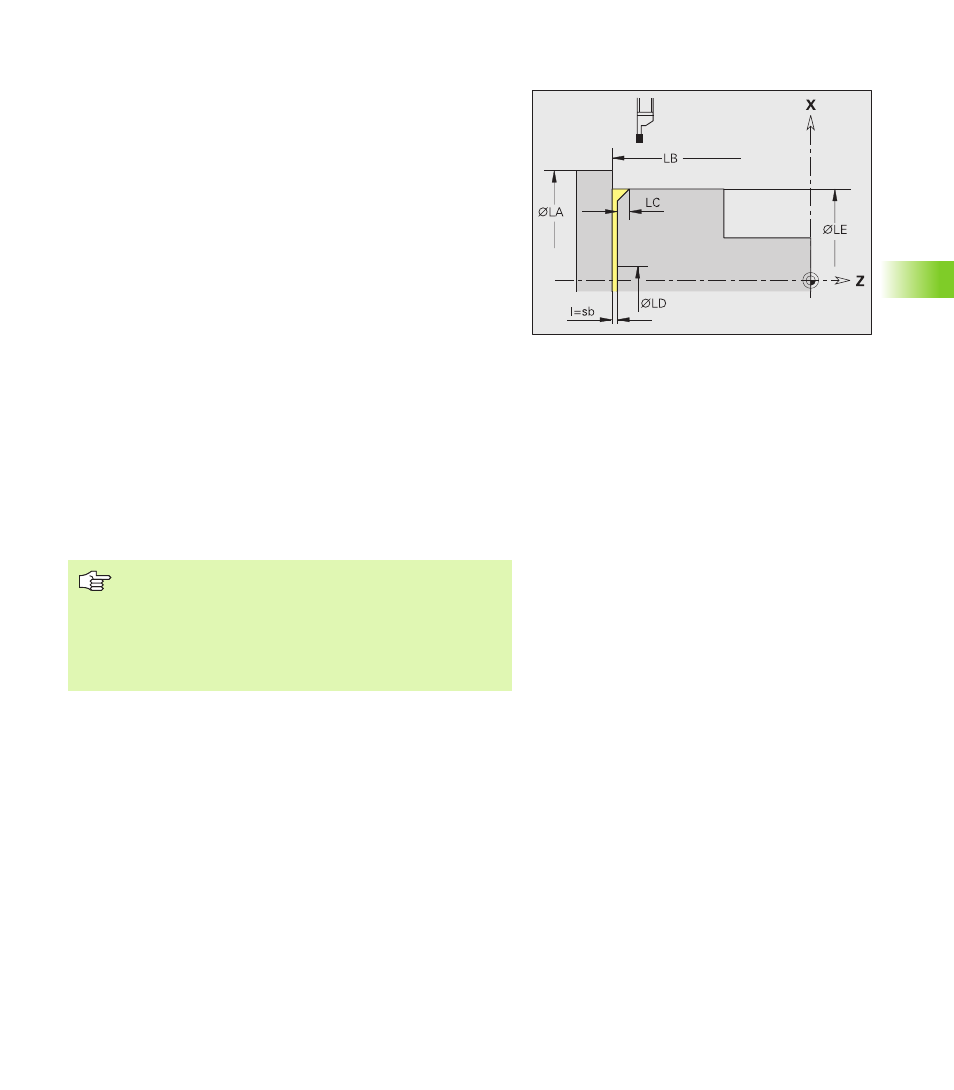
Obcinanie
Dla obcinania IAG aktywuje zapisany w parametrze obróbki 21 – „UP
100098“ program fachowy.
TURN PLUS ustala parametry o ile to możliwe i zapisuje je jako
wartości proponowane. Proszę sprawdzić i uzupełnić te wpisy.
Parametry
LA
Srednica prętu
LB
Punkt startu w Z. TURN PLUS przejmuje ustalone w selekcji
obszaru pozycje.
LC
Fazka/zaokrąglenie
< 0: szerokość fazki
> 0: promień zaokrąglenia
LD
Redukowanie posuwu od pozycji X. "Zredukowany posuw"
zostaje określony w programie fachowym.
LE
Srednica części gotowej dla ustalenia pozycji fazki/
zaokrąglenia
LF
Srednica wewnętrzna. Program fachowy wychodzi za tę
pozycję, aby zapewnić obcinanie:
= 0: przy "pełnej części"
> 0: dla rury
LH
Odstęp bezpieczeństwa do pozycji startu X
I
Szerokość noża. Z reguły nie jest wykorzystywana.
Selekcja obszaru obróbki: wybrać pionowy element,
na którym należy wykonać obcinanie a także fazkę/
zaokrąglenie.
Programy fachowe zostają oddawane do dyspozycji
przez producenta maszyn. Znaczenie parametrów i
przebieg programu można zaczerpnąć w instrukcji
obsługi maszyny.