27 cykle frezowania – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 279
HEIDENHAIN CNC PILOT 4290
279
4.27 Cykle frezowania
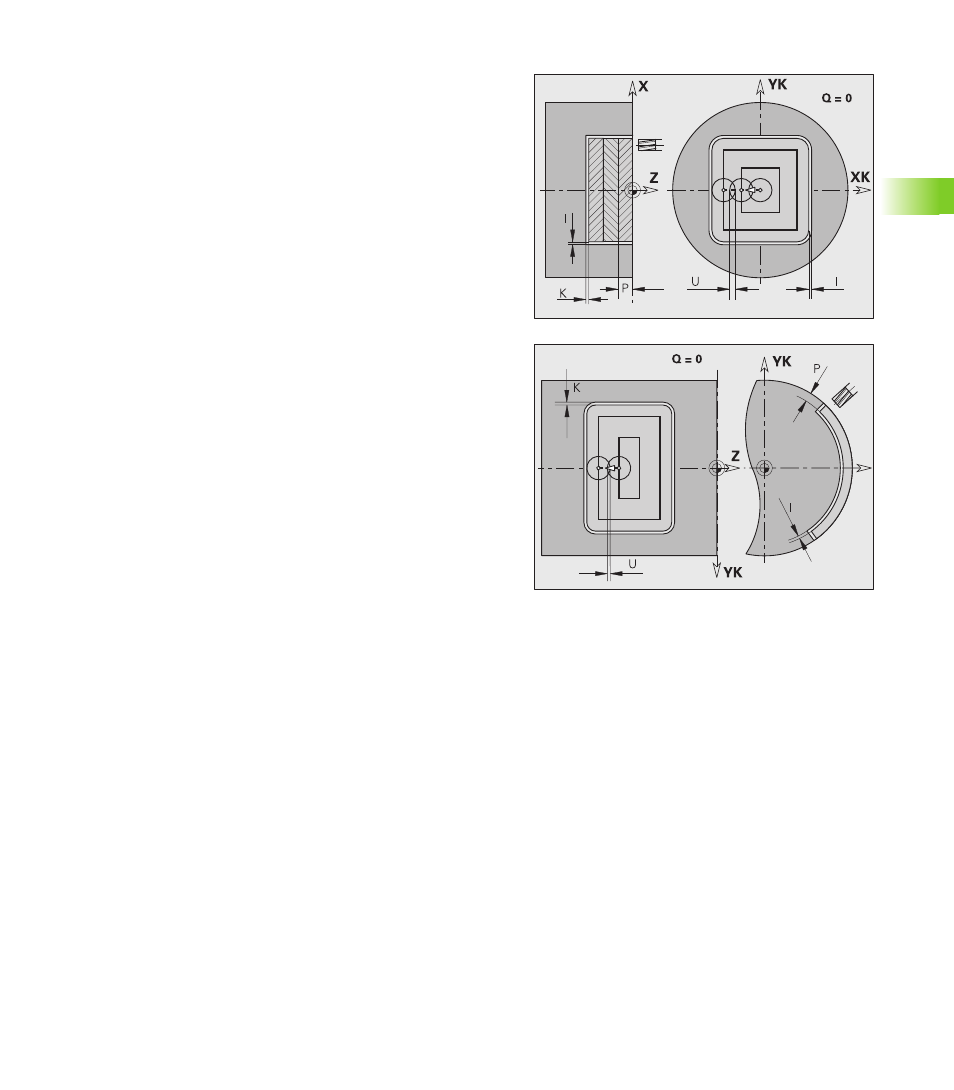
G845 – frezowanie
Na kierunek frezowania można oddziaływać przy pomocy „kierunku
biegu frezowania H“, „kierunku obróbki Q“ i kierunku obrotów freza
(patrz poniższa tabela). Proszę programować tylko ukazane w
poniższej tabeli parametry.
Patrz także:
G845 – podstawy: Strona 277
G845 – określanie pozycji nawiercania: Strona 278
Parametry – frezowanie
NS
Numer wiersza – referencja do opisu konturu
P
(Maksymalna) głębokość frezowania (wcięcie na
płaszczyźnie frezowania)
I
Naddatek w kierunku X
K
Naddatek w kierunku Z
U
(Minimalny) współczynnik nałożenia. Określa nakładanie się
na siebie torów frezowania (standard: 0,5)
Nałożenie = U*średnica freza
H
Kierunek biegu frezowania (standard: 0)
H=0: przeciwbieżnie
H=1: współbieżnie
F
Posuw wcięcia w materiał dla wcięcia na głębokość (standard:
aktywny posuw)
Począwszy od wersji software 625 952-05: F zostaje używane
przy wcięciu wahadłowym lub spiralnym jako posuw obróbki.
E
Zredukowany posuw dla elementów kołowych (standard:
aktualny posuw)
J
Płaszczyzna powrotu (standard: z powrotem na pozycję
startu)
Strona czołowa/tylna: pozycja powrotu w kierunku Z
Powierzchnia boczna: pozycja powrotu w kierunku X
(wymiar średnicy)
Q
Kierunek obróbki (standard: 0)
Q=0: od wewnątrz do zewnątrz
Q=1: od zewnątrz do wewnątrz
A
Przebieg „frezowania“: A=0 (standard=0)
NF
Znacznik pozycji – referencja, z której cykl pobiera pozycje
nawiercania [1..127].
O
Zachowanie przy wcięciu w materiał (standard: 0)
Wcięcie prostopadłe O=0: cykl przemieszcza na punkt
startu, wcina w materiał z posuwem wcięcia i frezuje kieszeń.