Ruch kołowy g12/g13, 13 proste przemieszczenia liniowe i ko łow e – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 196
196
4.13 Proste przemieszczenia liniowe i ko
łow
e
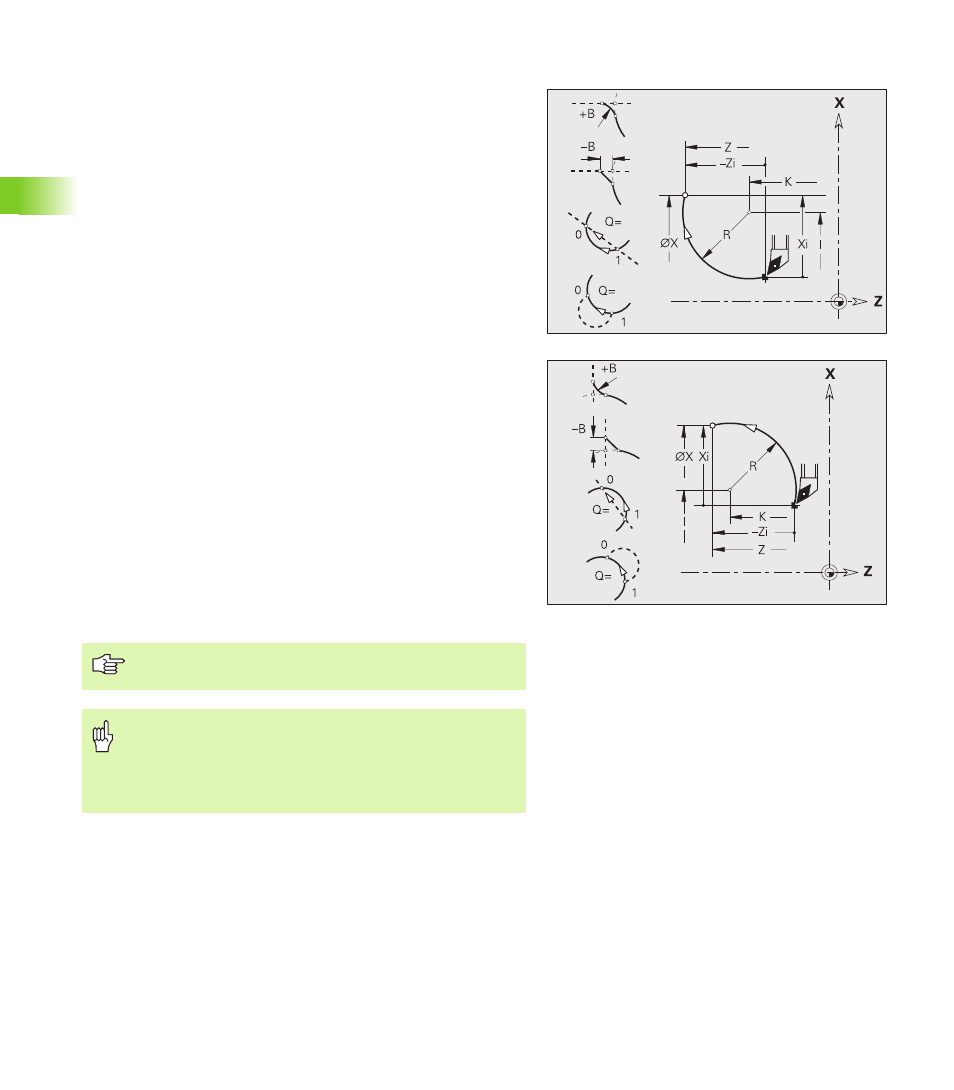
Ruch kołowy G12/G13
G12/G13 przemieszcza kołowo z posuwem do "punktu końcowego".
Wymiarowanie punktu środkowego następuje absolutnie. Kierunek
obrotu (patrz rysunek pomocniczy):
G12: zgodnie z ruchem wskazówek zegara
G13. w kierunku przeciwnym do ruchu wskazówek zegara
Parametry
X
Punkt końcowy (wymiar średnicy)
Z
Punkt końcowy
R
Promień (0 < R <= 200 000 mm)
I
Srodek absolutnie (wymiar promienia)
K
Srodek absolutnie
Q
Punkt przecięcia. Punkt końcowy, jeśli odcinek przecina prostą
lub łuk kołowy (standard: 0):
Q=0: bliski punkt przecięcia
Q=1: oddalony punkt przecięcia
B
Fazka/zaokrąglenie. Definiuje przejście do następnego
elementu konturu. Proszę zaprogramować teoretyczny punkt
końcowy, jeśli wykorzystujemy fazkę/zaokrąglenie.
brak wpisu: przejście tangencjalne
B=0: nie tangencjalne przejście
B>0: promień zaokrąglenia
B<0: szerokość fazki
E
Współczynnik specjalnego posuwu dla fazki/zaokrąglenia
(standard: 1)
Posuw specjalny = aktywny posuw * E (0 < E <= 1)
Programowanie X, Z: absolutnie, przyrostowo,
samozachowawczo lub „?“
Uwaga niebezpieczeństwo kolizji!
Jeśli parametry adresowe zostają obliczane z "V-
zmiennymi", to dokonywane jest tylko ograniczone
sprawdzanie. Proszę upewnić się, że wartości zmiennych
dają łuk kołowy.