6 parametry obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 605
HEIDENHAIN CNC PILOT 4290
605
7.6 Parametry obróbki
Centryczne wiercenie wstępne – naddatki
Centryczne wiercenie – najazd/odjazd
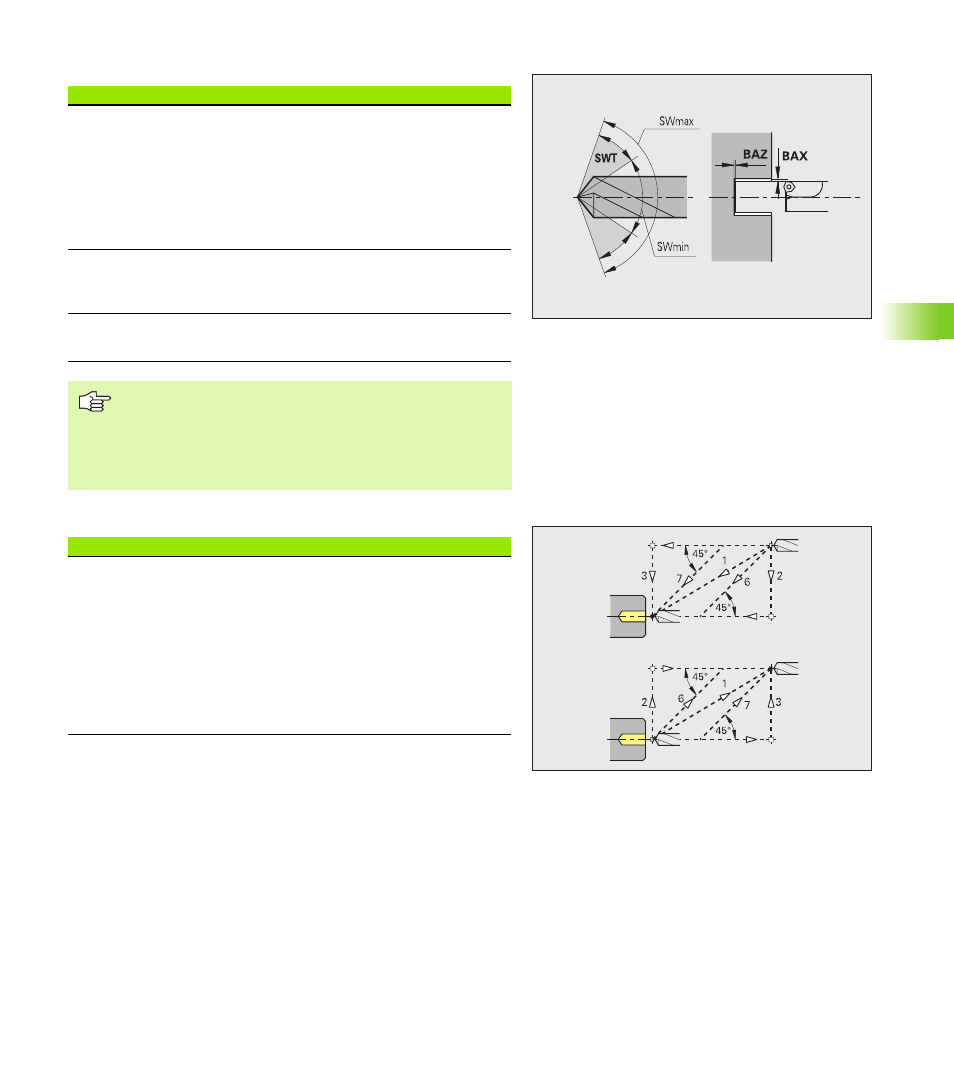
Naddatki
Tolerancja kąta wierzchołkowego [SWT]
Jeśli elementem ograniczenia wiercenia jest powierzchnia
ukośna, to TURN PLUS szuka przede wszystkim wiertła
spiralnego z odpowiednim kątem wierzchołkowym. Jeśli brak
odpowiedniego wiertła spiralnego, to wiercenie wstępne
następuje przy pomocy wiertła z wkładkami
wielopołożeniowymi. SWT definiuje dopuszczalne odchylenie
kąta wierzchołkowego.
Naddatek wiercenia – średnica [BAX]
Naddatek obróbki dla średnicy wiercenia (X-kierunek – wymiar
promienia).
Naddatek wiercenia – głębokość [BAZ]
Naddatek obróbki dla głębokości wiercenia (Z-kierunek).
BAZ nie zostaje dotrzymany, jeśli
następująca zatem obróbka wykańczająca wewnętrzna
nie jest możliwa ze względu na niewielką średnicę.
przy odwiertach na etapie wiercenia na gotowo „dimin
< 2* UBD2“ .
Najazd i odjazd
Najazd dla wiercenia wstępnego [ANB]
Odjazd dla zmiany narzędzia [ABW]
Strategia dla najazdu/odjazdu:
1: kierunki X i Z jednocześnie
2: najpierw w kierunku X, następnie w kierunku Z
3: najpierw w kierunku Z, potem w kierunku X
6: najpierw w kierunku X, następnie w kierunku Z
7: najpierw w kierunku Z, następnie w kierunku X