Cykl powtórzenia konturu g83, 21 proste cykle toczenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 240
240
4.21 Proste cykle toczenia
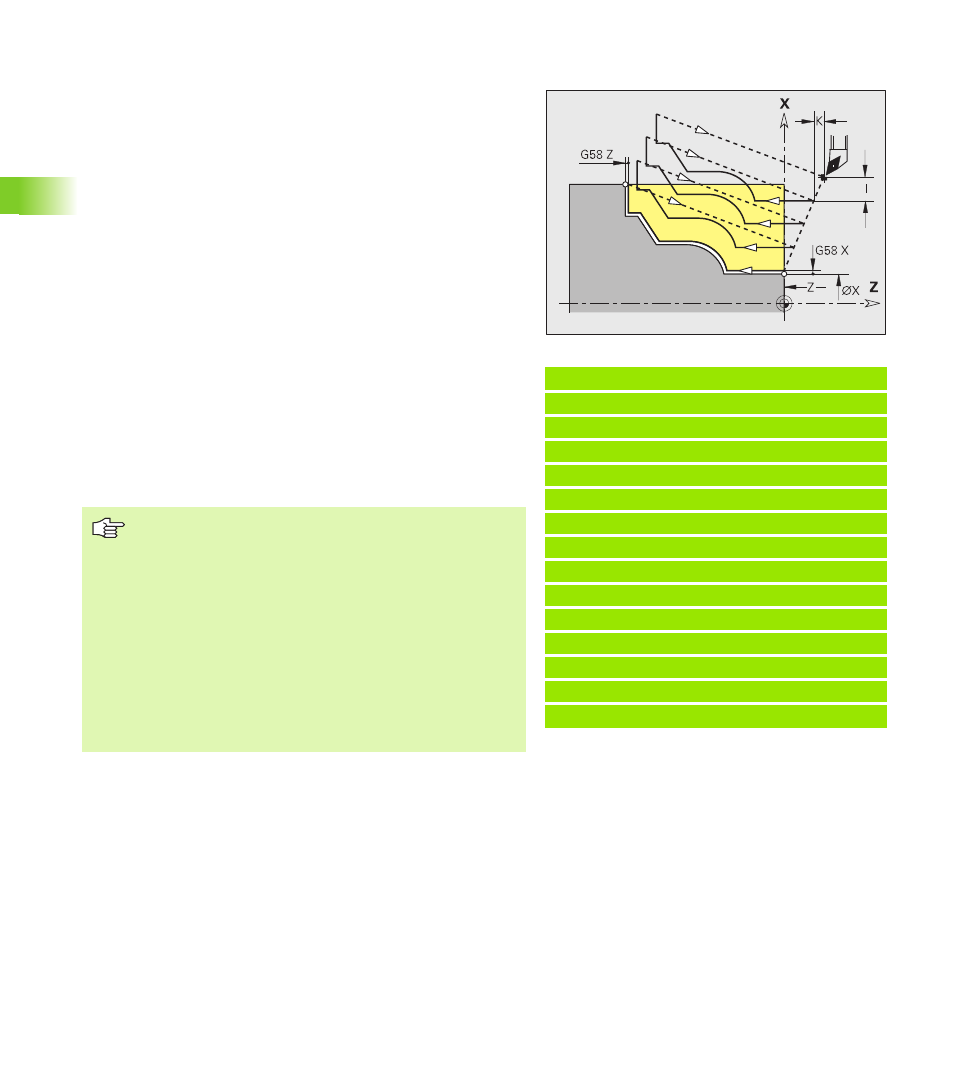
Cykl powtórzenia konturu G83
G83 wykonuje kilkakrotnie zaprogramowane w następnych wierszach
funkcje (proste odcinki przemieszczenia lub cykle bez opisu konturu).
G80 kończy cykl obróbki.
Jeśli liczba dosuwów w kierunku X i Z jest różna, to zostają
wykonywane zabiegi najpierw w obydwu kierunkach z
zaprogramowanymi wartościami. Dosuw zostaje ustawiony na zero,
jeśli dla jednego z kierunków osiągnięto wartość docelową.
Programowanie:
G83 znajduje się pojedyńczo w wierszu
G83 nie może być programowany z K-zmiennymi
G83 nie może zostać pakietowany, także nie przez wywołanie
podprogramu.
Przykład: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parametry
X
Punkt docelowy konturu (wymiar średnicy) - (default: przejęcie
ostatniej X-współrzędnej)
Z
Punkt docelowy konturu (default: przejęcie ostatniej Z-
współrzędnej)
I
maksymalny dosuw w kierunku X (wymiar promienia) -
(default: 0)
K
maksymalny dosuw w kierunku Z (default: 0)
Korekcja promienia ostrza nie zostaje
przeprowadzona. Można zaprogramować SRK z
G40..G42 oddzielnie.
Odstęp bezpieczeństwa po przejściu: 1 mm
G57-naddatek
zostają obliczone z właściwym znakiem liczby
(dlatego też naddatki przy obróbce wewnątrz nie są
możliwe)
działa także po zakończeniu cyklu
G58-naddatek
zostaje uwzględniony, jeśli pracujemy z SRK
działa także po zakończeniu cyklu