23 cykle wiercenia, Cykl wiercenia g71 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 252
252
4.23 Cykle wiercenia
4.23 Cykle wiercenia
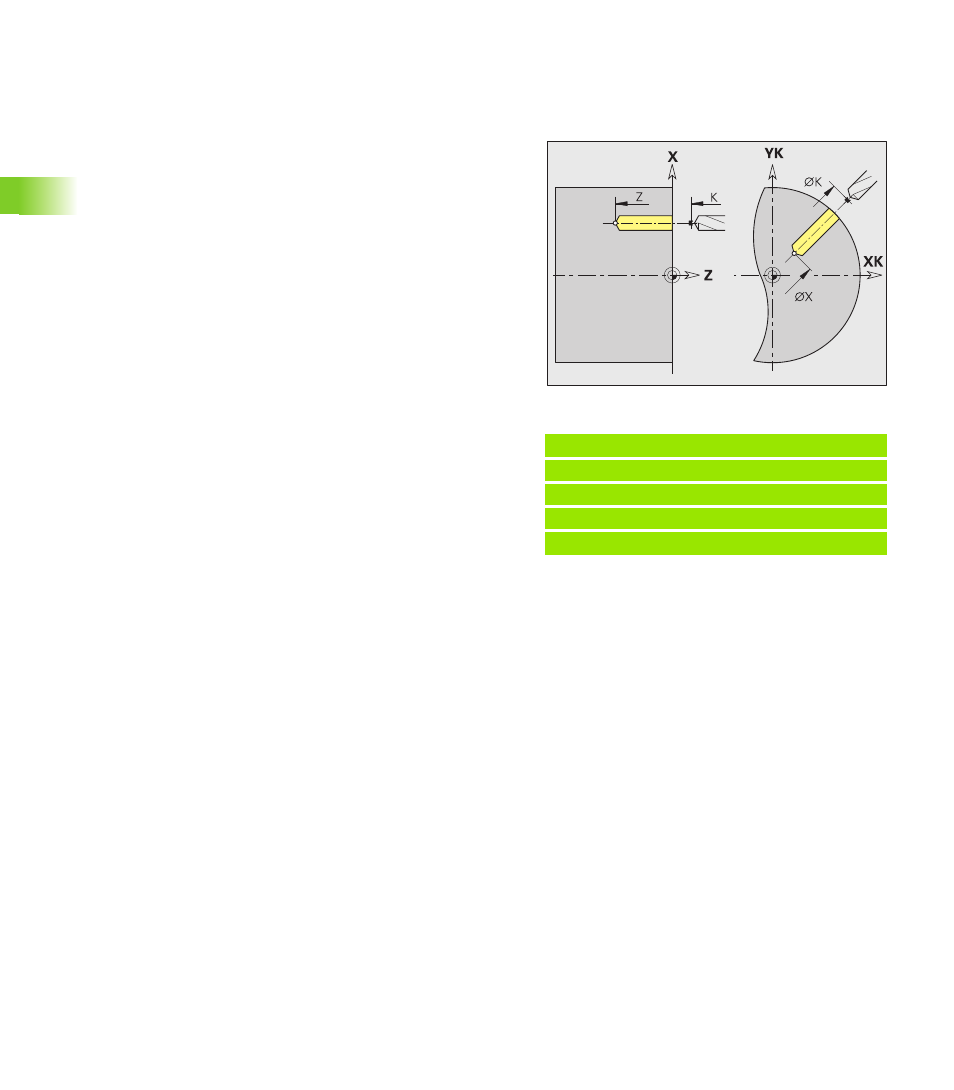
Cykl wiercenia G71
G71 wytwarza osiowe/radialne odwierty ze nienapędzanymi lub
napędzanymi narzędziami dla:
Pojedyńczy odwiert bez opisu konturu
odwiertów z opisem konturu (pojedyńcze wiercenie lub wzór
odwiertów)
Pozycje wiercenia wstępnego, określane przy pomocy cykli
frezowania „G840 A1 ..“, „G845 A1 ..“ oder „G846 A1 ..“, wiercimy przy
pomocy „G71 NF..“ wstępnie (patrz “Cykle frezowania” na stroni 268).
Przykład: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2 [wiercenie]
. . .
Parametry
NS
Numer wiersza kontur
Referencja na kontur wiercenia (G49-, G300- lub G310-
Geo)
brak danych: pojedyńczy odwiert bez opisu konturu
NF
Referencja, z której cykl pobiera pozycje nawiercania [1..127].
X
Punkt końcowy osiowego odwiertu (wymiar średnicy)
Z
Punkt końcowy radialnego odwiertu
E
Czas zatrzymania dla wyjścia z materiału na końcu odwiertu
(w sekundach) - (default: 0)
V
Redukowanie posuwu (50%) - (standard: 0)
V=0 lub 2: redukowanie na początku
V=1 lub 3: redukowanie na początku i na końcu
V=4: redukowanie na końcu
V=5: bez redukowania
D
Prędkość powrotu (standard: 0)
D=0: bieg szybki
D=1: posuw
K
Płaszczyzna powrotu (radialne odwierty, odwierty na YZ-
płaszczyźnie: wymiar średnicy) - (default: do pozycji startu lub
na bezpieczną wysokość)
H1
Od wersji software 625 952-04:
Hamulec wrzeciona (H1 zostaje wykorzystywane, jeśli w
parametrze maszynowym 1019, .. został zapisany hamulec) –
default: 0
0: aktywować hamulec wrzeciona
1: nie aktywować hamulca wrzeciona