5 t ryb automatyczny – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 88
88
3.5 T
ryb automatyczny
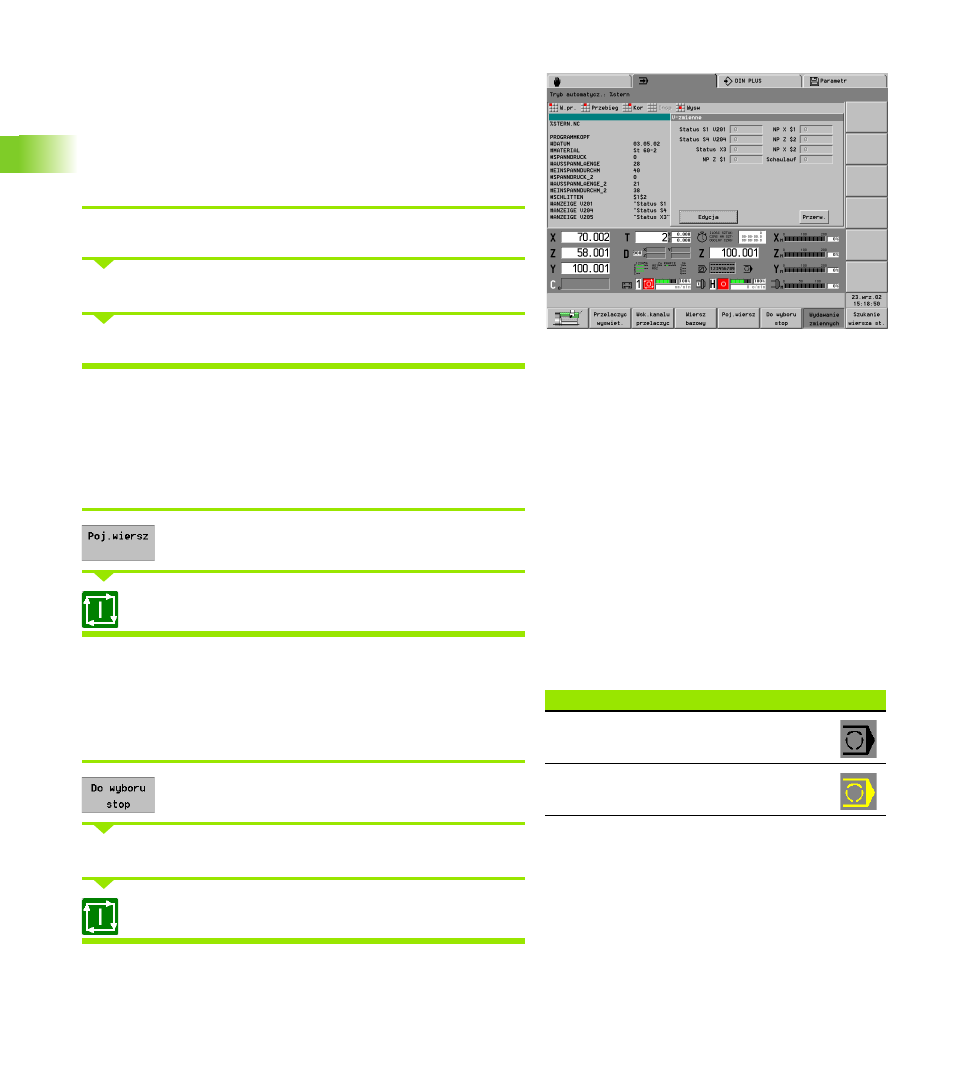
V-zmienne
Praca z V-zmiennymi:
Okno dialogowe "V-zmienne" służy wskazaniu i zapisowi
zmiennych.
V-zmienne zostają zdefiniowane na początku programu NC.
Znaczenie zostaje określone w programie NC.
Sprawdzanie lub zapis zmiennych V:
„Przebieg > zmienne V“ wybrać
CNC PILOT wyświetla zdefiniowane w programie NC zmienne.
Zmiana zmiennych: nacisnąć klawisz „edycja“
Tryb półautomatyczny
W "trybie półautomatycznym" zostaje wykonane jedno polecenie NC
(wiersz bazowy), następnie CNC PILOT przechodzi do stanu "posuw-
stop".
Nastawienie trybu półautomatycznego
Aktywowanie trybu poj. blokami
„Cykl-start“ wykonuje następne polecenie NC
Stop do wyboru
Jeśli „stop do wyboru“ jest aktywny, to CNC PILOT zatrzymuje się przy
M01 i przechodzi do stanu „posuw-stop“.
Przebieg programu ze "stop do wyboru"
Aktywowanie "stop do wyboru"
CNC PILOT przechodzi przy M01 do stanu "posuw-stop".
"Cykl-start" kontynuje wykonanie programu
Status do wyboru stop
Wyłączenie stop do wyboru
Włączenie stop do wyboru