Generowanie bloku pracy – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 506
506
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
Generowanie bloku pracy
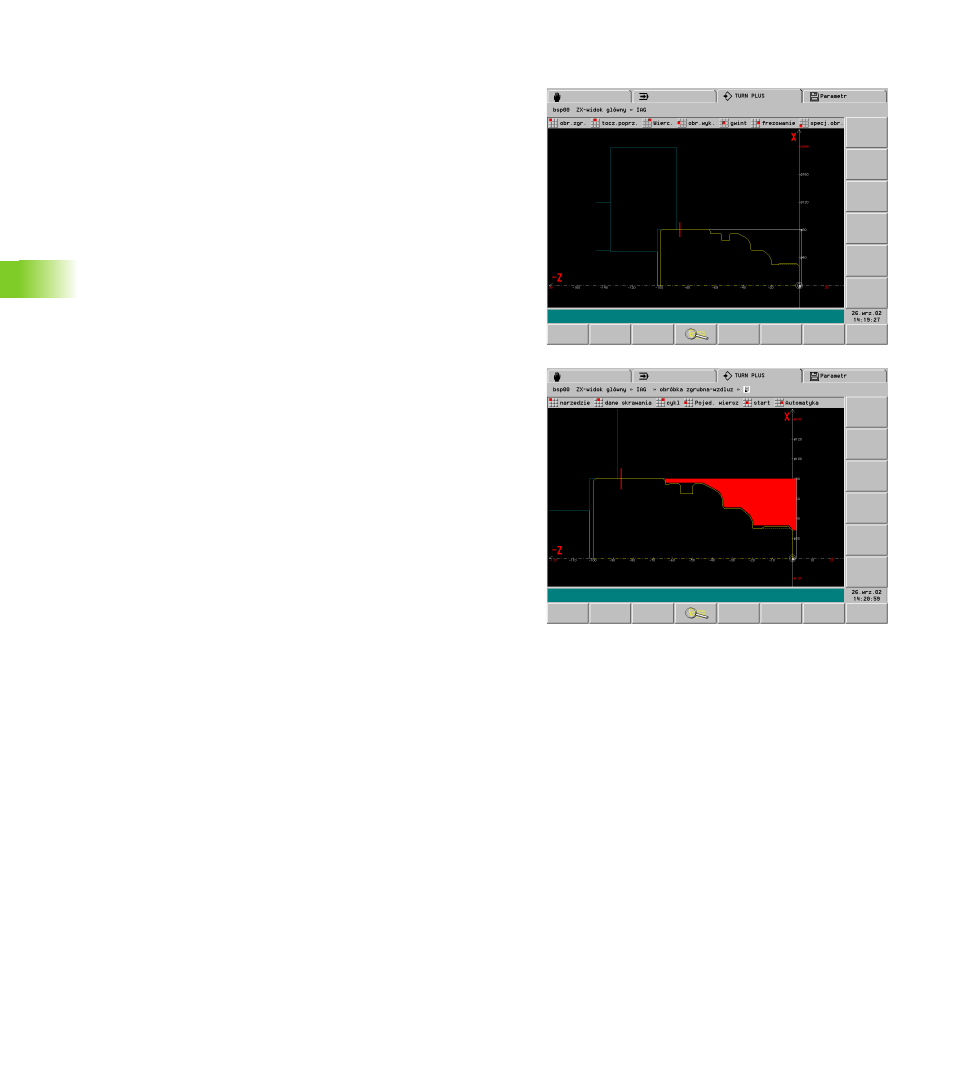
Blok roboczy definiujemy w następujący sposób:
1. wybrać rodzaj obróbki
2. wybrać narzędzie
3. sprawdzić dane skrawania i zoptymalizować
4. określić obszar obróbki poprzez selekcję obszaru (patrz “Selekcje”
5. sprawdzić parametry cyklu i zoptymalizować
6. w razie konieczności: zdefiniować pozycję najazdu i/lub pozycję
wyjścia
7. w razie konieczności: najazd pozycji zmiany narzędzia
8. sprawdzić blok pracy w symulacji
9. przejąć blok pracy lub skorygować
Alternatywnie określamy najpierw obszar obróbki. Potem TURN PLUS
może dokonać wyboru narzędzia (punkt menu „narzędzie >
automatycznie“).
Można rozpocząć symulację, po zdefiniowaniu wszystkich operacji i
parametrów bloku pracy (punkt menu "start"). Po symulacji istnieją
następujące możliwości:
Przejąć blok: blok roboczy zostaje zapisany do pamięci i przedmiot
jest aktualizowany (przejście po półwyrobie).
Zmienić blok: TURN PLUS odrzuca blok roboczy. Skorygować
parametry i na nowo symulować.
Blok powtórzyć: TURN PLUS symuluje na nowo obróbkę.
Przegląd rodzajów obróbki:
Obróbka zgrubna (patrz “Przegląd: rodzaj obróbki, obróbka
Toczenie poprzeczne (patrz “Przegląd: rodzaj obróbki, toczenie
wiercenie (patrz “Przegląd: rodzaj obróbki, wiercenie” na stroni 527)
Obróbka wykańczająca (patrz “Rodzaj obróbki obróbka na gotowo”
Gwint (patrz “Rodzaj obróbki gwint (G31)” na stroni 536)
Fezowanie (patrz “Przegląd: rodzaj obróbki frezowanie” na
Obróbka specjalna (patrz “Specjalne zabiegi obróbkowe (SB)” na