20 cykle toczenia zwi ą zane z przebiegiem konturu – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 236
236
4.20 Cykle toczenia zwi
ą
zane z przebiegiem konturu
Automatyczne redukowanie posuwu dla fazek/zaokrągleń:
Chropowatość lub posuw (z G95-Geo) są zaprogramowane: brak
automatycznego redukowania posuwu.
Chropowatość lub posuw nie są zaprogramowane z G95-Geo:
automatyczne redukowanie posuwu; fazka/zaokrąglenie zostaje
obrabiana przynajmniej z 3 obrotami
Przy fazkach/zaokrągleniach, obrabianych ze względu na swoją
wielkość przy pomocy przynajmniej 3 obrotów, nie następuje
automatyczne redukowanie posuwu.
Redukowanie posuwu dla elementów kołowych: korekcja
promienia ostrza (SRK) wykonuje przy określonych warunkach
redukowanie posuwu przy elementach kołowych (patrz “Kompensacja
promienia ostrza i promienia freza” na stroni 201). To redukowanie
posuwu można wyłączyć z "O".
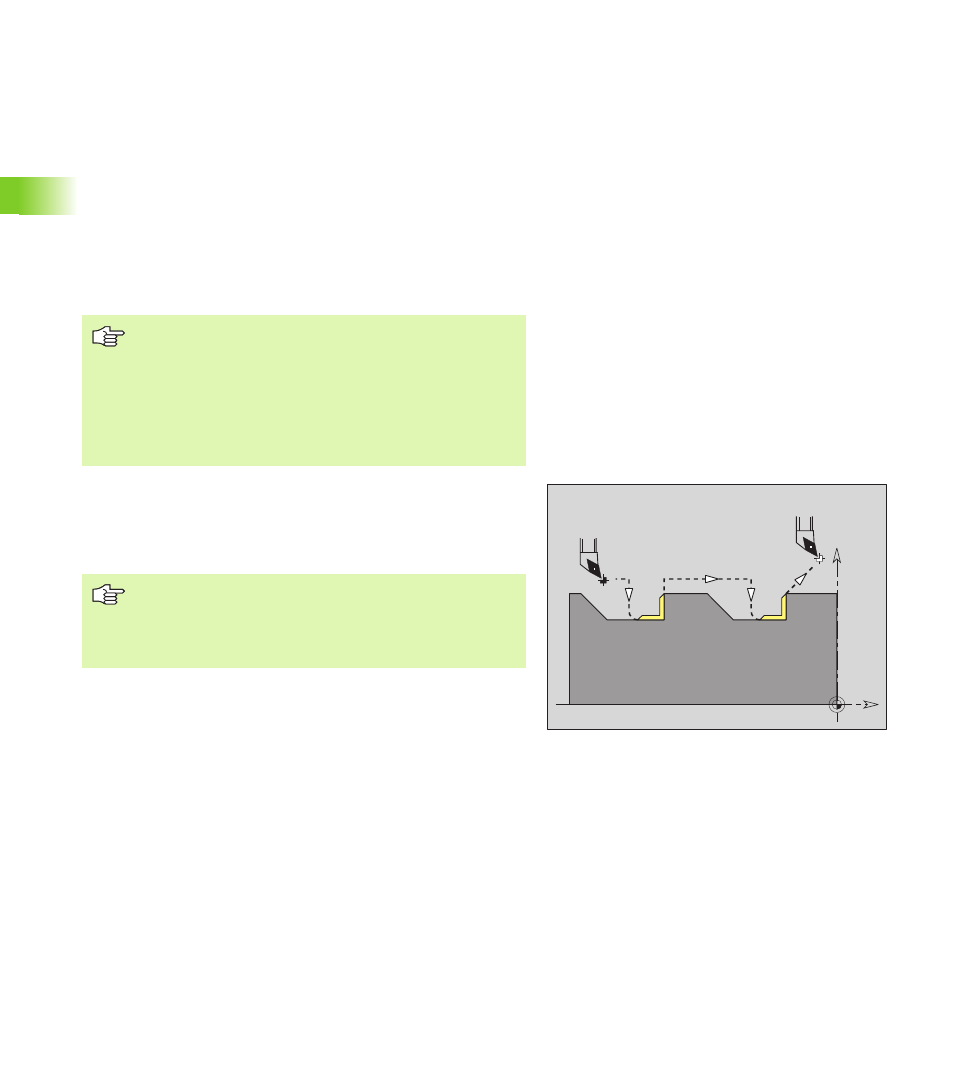
Pozostała obróbka na gotowo jest aktywowana z „Q=4“ (przykład:
usuwanie materiału wykańczakami w kierunku przeciwnym do
kierunku obróbki). CNC PILOT zna już obrobione fragmenty i pomija
je. Przy "Q=4" nie można wpłynąć na rodzaj dosuwu - cykl obróbki na
gotowo generuje odcinek dosuwu.
G57-naddatek „powiększa“ kontur (także kontur
wewnętrzny).
G58-naddatek
>0: „powiększa“ kontur
<0: nie zostaje wliczony
G57-/G58-naddatki zostają usunięte po zakończeniu
cyklu.
X
Z
G890 Q4
Przy końcowej obróbce na gotowo (G890 – Q4) CNC
PILOT sprawdza, czy narzędzie może bezkolizyjnie
wjechać w zagłębienie konturu. Miarodajnym dla tej
kontroli kolizyjności jest parametr narzędzia "szerokość
dn".