5 – obróbka wykańczająca, 6 parametry obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 610
610
7.6 Parametry obróbki
5 – obróbka wykańczająca
Obróbka wykańczająca – standardy narzędzia
TURN PLUS wybiera narzędzia w zależności od miejsca obróbki i
kierunku obróbki głównej (HBR) na podstawie kąta nastawienia i
ostrza.
Dodatkowo obowiązuje:
przede wszystkim są stosowane standardowe narzędzia do obróbki
wykańczającej.
Jeśli narzędzie obróbki wykańczającej standardowe nie może
obrabiać elementów formy podtoczenie (forma FD) i podcięcia
(forma E, F, G), to elementy formy zostają jeden po drugim
wygaszane. TURN PLUS próbuje iteracyjnie obrabiać "pozostały
kontur". Wygaszone elementy formy zostają potem pojedyńczo
obrabiane przy pomocy odpowiedniego narzędzia.
Współczynnik redukowania głębokości skrawania [SRF]
Przy operacjach obróbki zgrubnej z narzędziami, nie
używanymi w kierunku obróbki głównej, dosuw (głębokość
skrawania) zostaje zredukowany.
Wcięcie (P) dla cykli obróbki zgrubnej (G810, G820):
P = ZT * SRF
(ZT: dosuw z bazy danych technologicznych)
Cykle obróbkowe
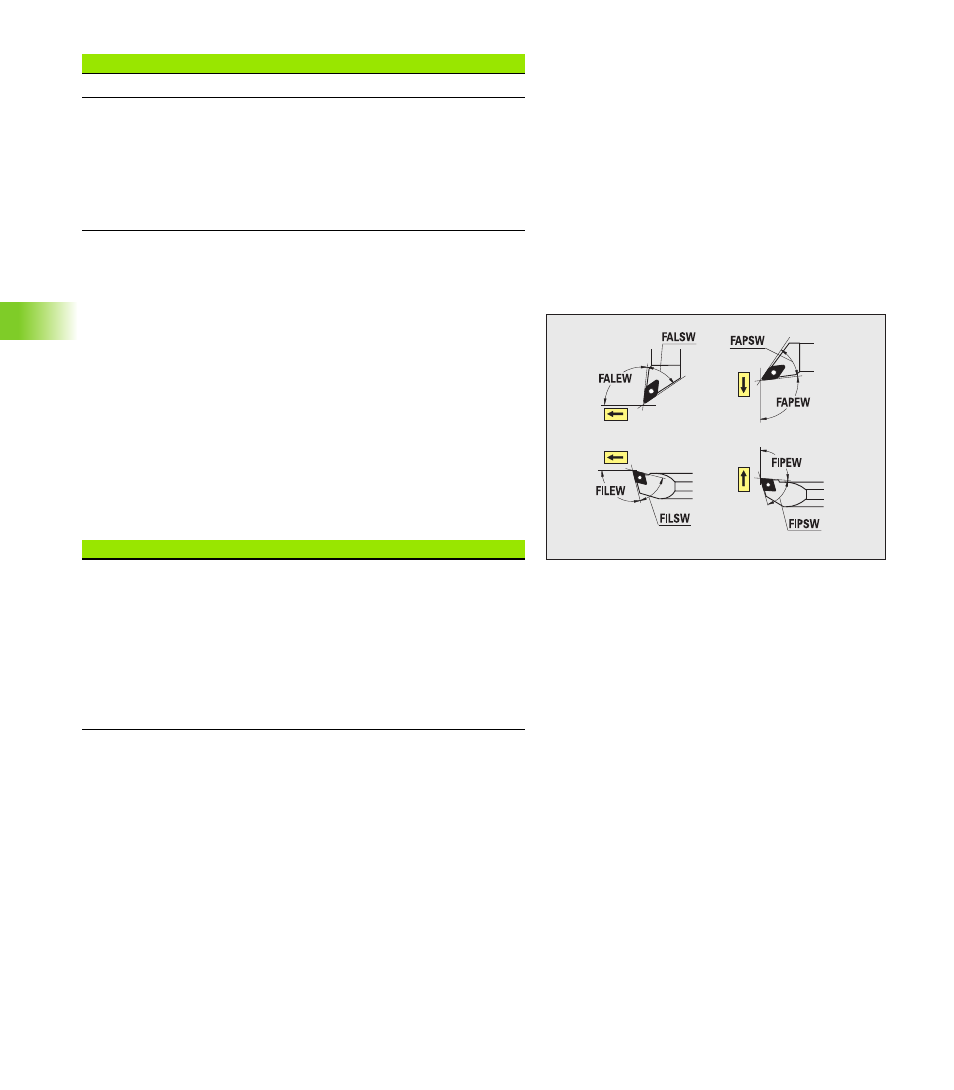
Standardy narzędzi
Kąt przystawienia – zewnątrz/wzdłuż [FALEW]
Kąt wierzchołkowy – zewnątrz/wzdłuż [FALSW]
Kąt przystawienia – zewnątrz/plan [FAPEW]
Kąt wierzchołkowy – zewnątrz/plan [FAPSW]
Kąt przystawienia – wewnątrz/wzdłuż [FILEW]
Kąt wierzchołkowy – wewnątrz/wzdłuż [FILSW]
Kąt przystawienia – wewnątrz/plan [FIPEW]
Kąt wierzchołkowy – wewnątrz/plan [FIPSW]