Frezowanie kieszeni obróbka na gotowo g846, 27 cykle frezowania – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 284
284
4.27 Cykle frezowania
Frezowanie kieszeni obróbka na gotowo G846
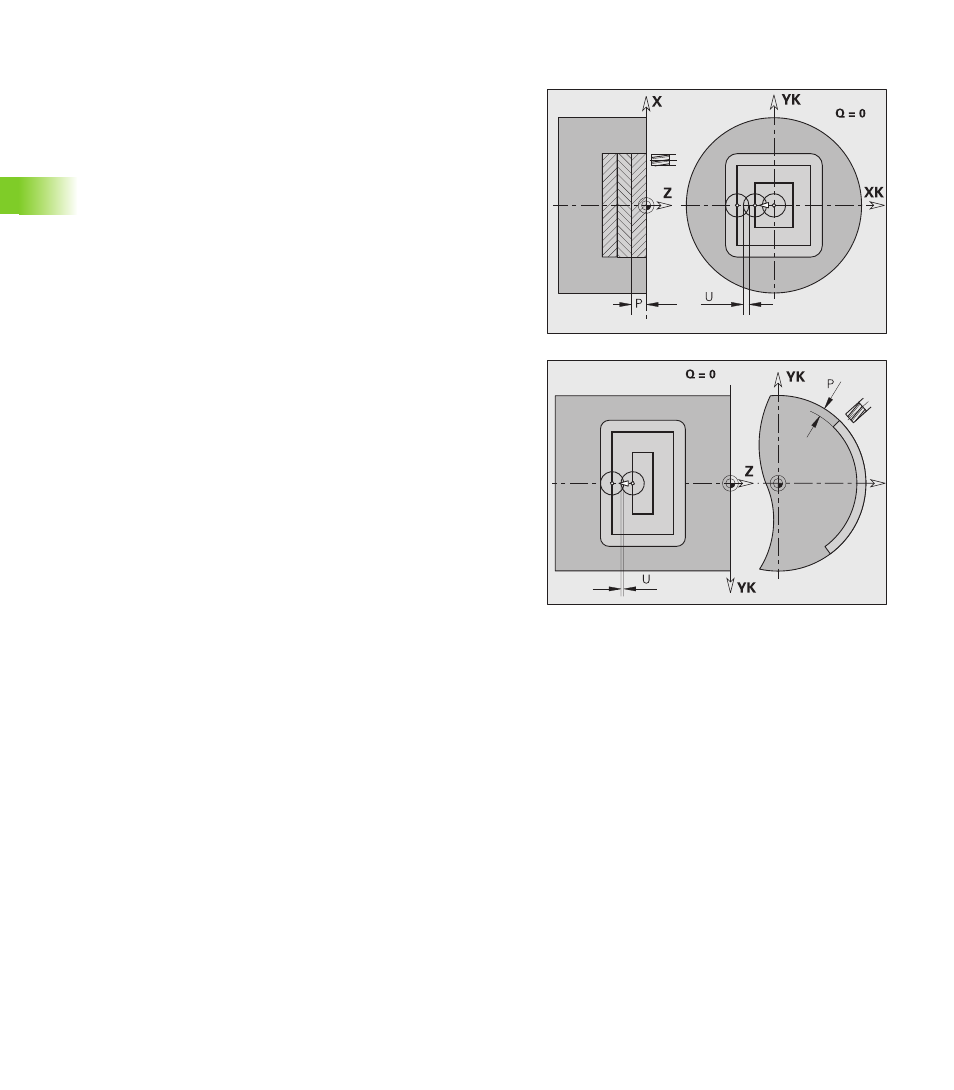
Na kierunek frezowania można oddziaływać przy pomocy „kierunku
biegu frezowania H“, „kierunku obróbki Q“ i kierunku obrotów freza
(patrz poniższa tabela).
Parametry – obróbka wykańczająca
NS
Numer wiersza – referencja do opisu konturu
P
(Maksymalna) głębokość frezowania (wcięcie na
płaszczyźnie frezowania)
R
Promień łuku wejścia/łuku wyjścia (standard: 0)
R=0: element konturu zostaje najechany bezpośrednio.
Wcięcie w materiał następuje z punktu najazdu powyżej
płaszczyzny frezowania, potem następuje prostopadłe
wcięcie w materiał na głębokość.
R>0: frez przemieszcza się po łuku wejściowym/
wyjściowym, przylegającym tangencjalnie do elementu
konturu.
U
(Minimalny) współczynnik nałożenia. Określa nakładanie się
na siebie torów frezowania (standard: 0,5)
Nałożenie = U*średnica freza
H
Kierunek biegu frezowania (standard: 0)
H=0: przeciwbieżnie
H=1: współbieżnie
F
Posuw wcięcia w materiał dla wcięcia na głębokość (standard:
aktywny posuw)
E
Zredukowany posuw dla elementów kołowych (standard:
aktualny posuw)
J
Płaszczyzna powrotu (standard: z powrotem na pozycję
startu)
Strona czołowa/tylna: pozycja powrotu w kierunku Z
Powierzchnia boczna: pozycja powrotu w kierunku X
(wymiar średnicy)
Q
Kierunek obróbki (standard: 0)
Q=0: od wewnątrz do zewnątrz
Q=1: od zewnątrz do wewnątrz
O
Zachowanie przy wcięciu w materiał (standard: 0)
O=0 – prostopadłe wcięcie: cykl przemieszcza do punktu
startu, wcina w materiał i obrabia na gotowo kieszeń.
Q=1 – łuk wejściowy z wcięciem na głębokość: w przypadku
górnych płaszczyzn frezowania cykl dosuwa na
płaszczyznę i najeżdża początek obróbki po łuku
wejściowym. Przy najniżej położonej płaszczyźnie
skrawania frez wcina się przy przejeździe po łuku
wejściowym na głębokość skrawania (trójwymiarowy łuk
wejściowy). Ta strategia wcięcia w materiał może być tylko
wykorzystywana w kombinacji z łukiem kołowym "R".
Warunkiem jest obróbka od zewnątrz do wewnątrz (Q=1).