Cykl nacinania g866, 20 cykle toczenia zwi ą zane z przebiegiem konturu – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 230
230
4.20 Cykle toczenia zwi
ą
zane z przebiegiem konturu
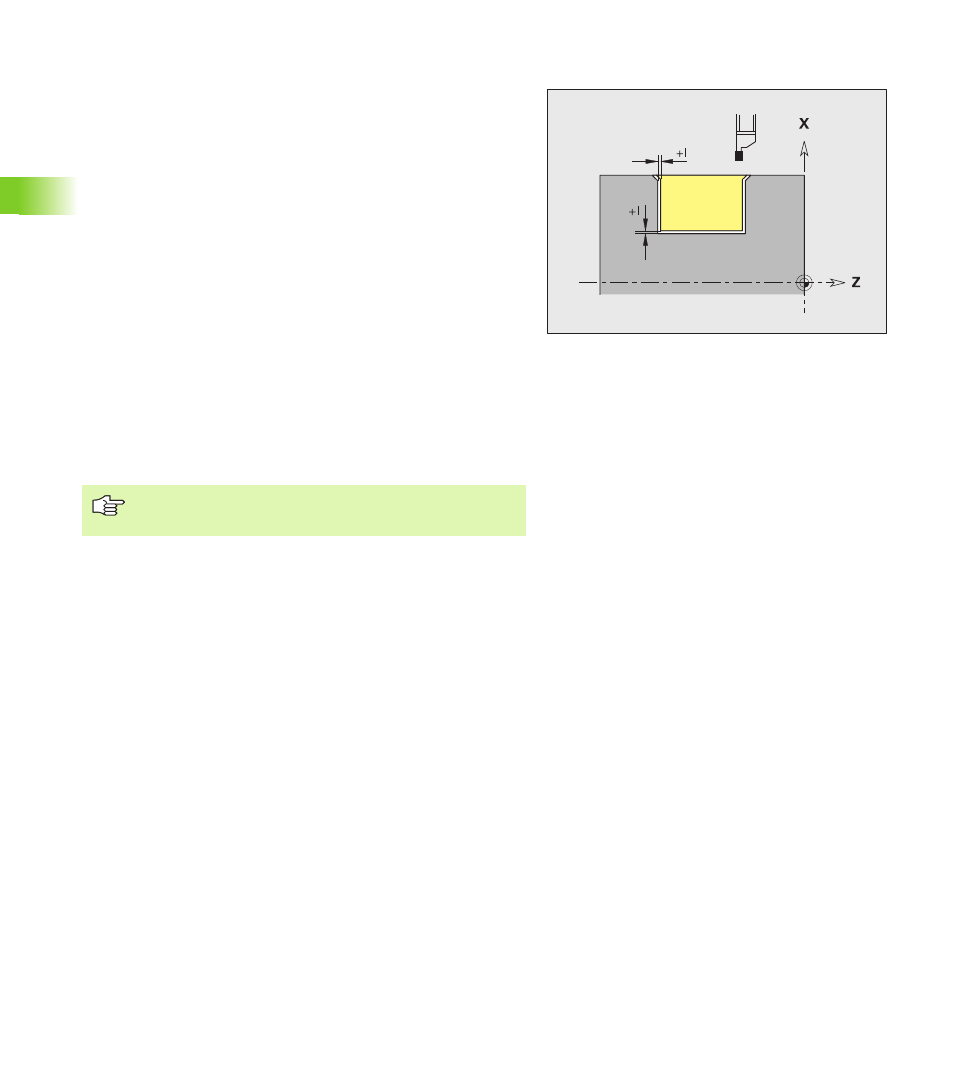
Cykl nacinania G866
G866 wytwarza zdefiniowane przy pomocy G22-Geo podci®cie. CNC
PILOT rozpoznaje na podstawie definicji narzędzia, czy chodzi o
obróbkę zewnętrzną czy też wewnętrzną lub czy podcięcie jest
radialne czy też osiowe.
Parametry
NS
Numer wiersza (referencja na G22-Geo)
I
Naddatek przy wstępnym toczeniu poprzecznym (default: 0)
I=0: nacięcie zostaje wykonane jednym przejściem
roboczym
I>0: w pierwszym przejściu obróbka wstępna, w drugim
obróbka na gotowo
E
Czas zatrzymania (default: czas jednego obrotu wrzeciona)
przy I=0: przy każdym nacięciu
przy I>0: tylko przy obróbce na gotowo
Obliczenie podziału skrawania:
Maksymalne przesunięcie = SBF * szerokość ostrza
(SBF: patrz parametr obróbki 6).
Korekcja promienia ostrza zostaje przeprowadzona.
Naddatek nie zostaje wliczony.
Przebieg cyklu
1 oblicza rozdzielenie skrawania.
2 dosuwa wychodząc z punktu startu równolegle do osi dla
pierwszego przejścia
Nacięcie radialne: najpierw kierunek Z potem X
Nacięcie osiowe: najpierw kierunek X potem Z
3 Nacina (jak to podano pod "I")
4 powraca na biegu szybkim i dosuwa dla następnego przejścia.
5 przy I=0: zatrzymuje się na czas "E"
6 powtarza 3...4 aż nacięcie zostanie obrobione.
7 przy I>0: obrabia na gotowo kontur