HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 533
HEIDENHAIN CNC PILOT 4290
533
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
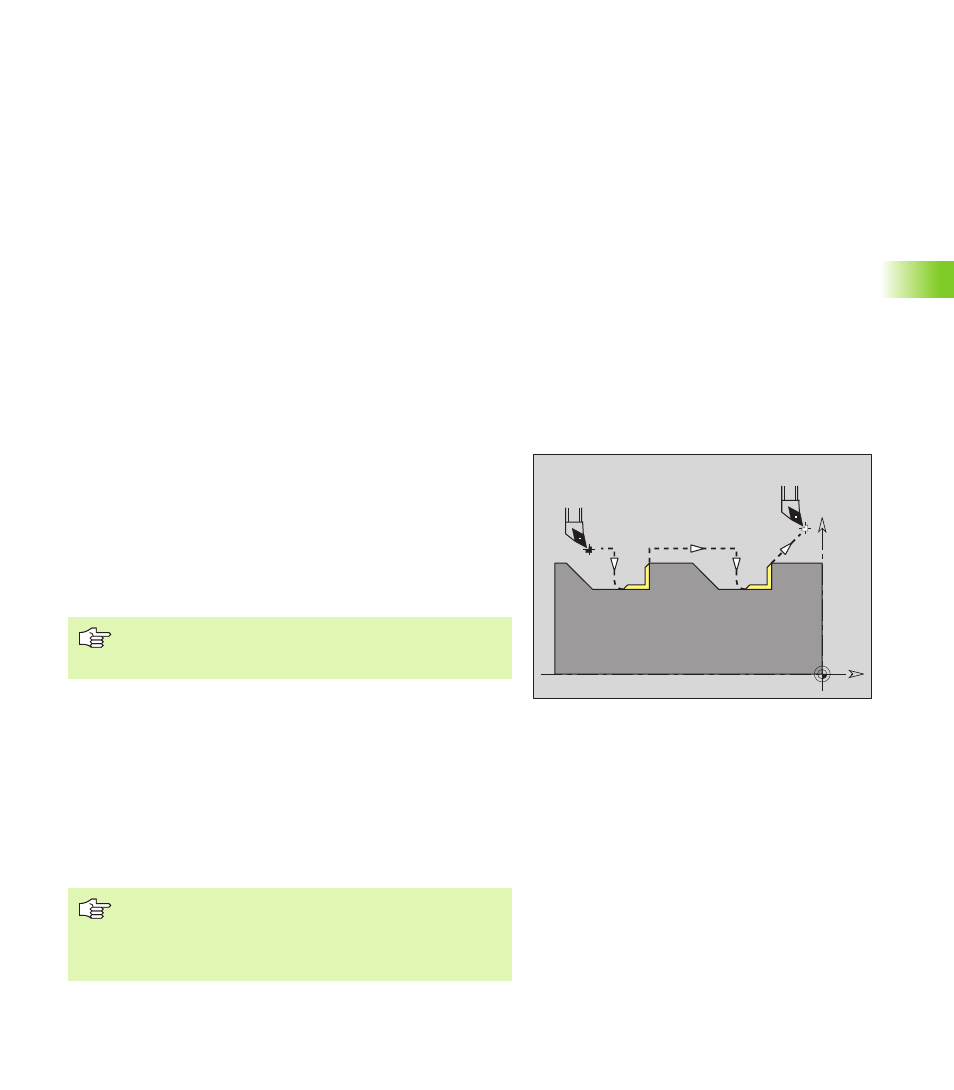
Obróbka pozostałego konturu: jeśli w przypadku opadających
konturów znajduje się jeszcze reszta materiału, to można go
zeskrawać przy pomocy funkcji „obróbka pozostałego konturu“ (patrz
ilustracja „G890 Q4“). Z reguły ograniczenie skrawania nie jest
konieczne.
Usuwanie materiału: IAG obrabia zagłębione obszary konturu, które
zostaję określone na podstawie "kąta kopiowania wejściowego
(nacięcia: EKW <= mtw). Dla obróbki na gotowo - usuwanie należy
używać przede wszytkim "neutralnych narzędzi".
Dla fazek/zaokrągleń obowiązuje:
Atrybut "chropowatość/posuw" nie jest zaprogramowany: CNC
PILOT przeprowadza automatyczne redukowanie posuwu.
Zostaje wykonanych przynajmniej "FMUR" obrotów (parametr
obróbkowy 5).
Atrybut "wysokość nierówności/posuw" zaprogramowany: bez
redukowania posuwu
W przypadku fazek/zaokrągleń, obrabianych ze względu na ich
wielkość z przynajmniej "FMUR" obrotami (parametr obróbkowy 5),
nie dokonuje się redukowania posuwu.
H
Rodzaj wyjścia z materiału. Narzędzie wznosi się pod 45° w
kierunku przeciwnym do kierunku obróbki. Dalszą drogę
wyjścia z materiału określa H:
H=0: diagonalnie na pozycję wyjścia
H=1: najpierw w kierunku X, następnie w kierunku Z
H=2: najpierw w kierunku Z, potem w kierunku X
H=3 wznosi się z posuwem na odstęp bezpieczeństwa
I
Pozycja wyjścia z materiału przy H=0, 1, 2
K
Pozycja wyjścia z materiału przy H=0, 1, 2
Obróbka elementu formy: nastawienie poprzez softkey
Pole wskazanie pokazuje obrabiane elementy formy (skróty:
patrz tabela softkey). Następujące elementy formy zostają
zawsze obrabiane:
C: fazka
R: zaokrąglenie
PT: pasowanie
GW: gwint
Parametry
X
Z
G890 Q4
Przy "obróbce pozostałego konturu" i przy "usuwaniu
materiału" jest określona strategia najazdu. IAG generuje
G890 z "rodzaj najazdu Q4".
Wartość proponowana "pozycja wyjścia I,K" jest zależna
od tego, „cykl > najazd“ jest programowany:
Programowany: pozycja z „cykl > najazd“
Nie programowany: pozycja punktu zmiany narzędzia