6 parametry obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 612
612
7.6 Parametry obróbki
Obróbka wykańczająca – tolerancje narzędzia
Przemieszczenia dosuwu i odsuwu następują na biegu szybkim (G0).
Obróbka wykańczająca - analiza obróbki
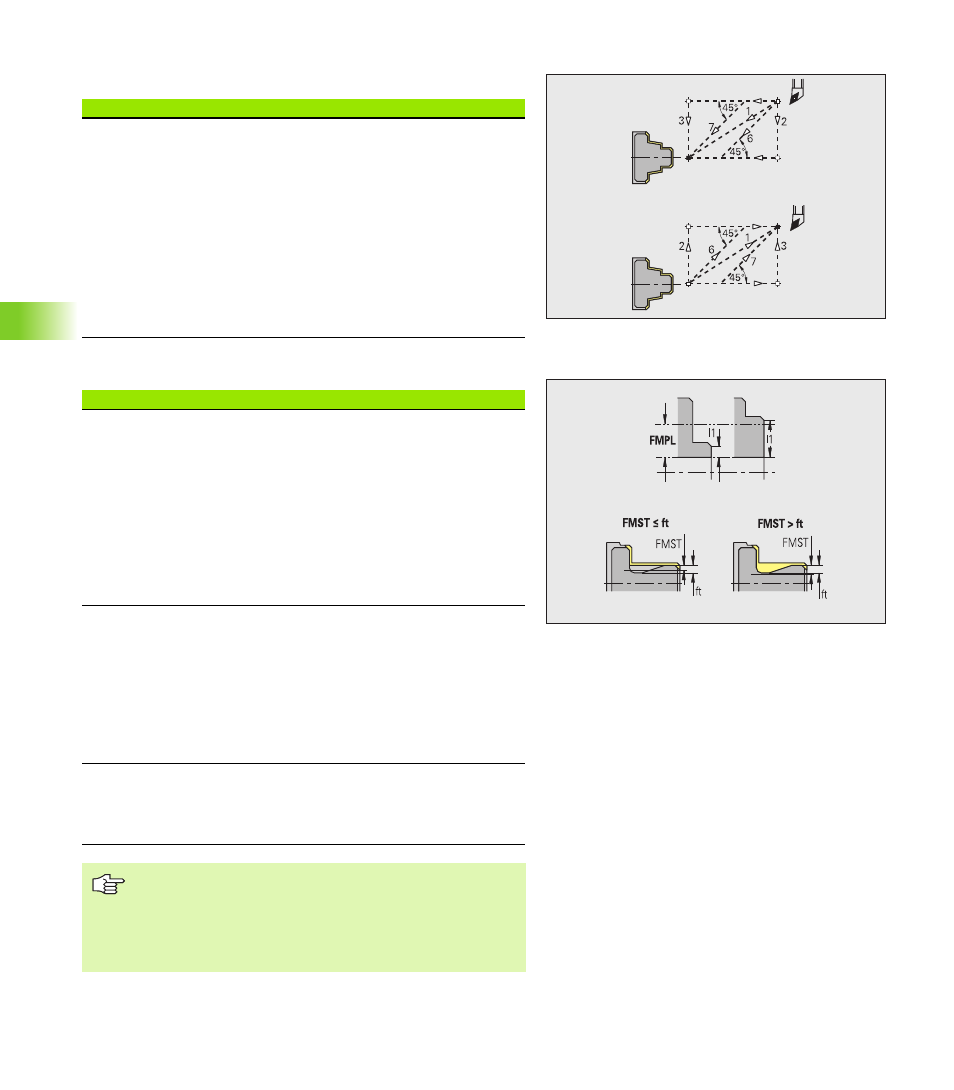
Najazd i odjazd
Najazd obróbka wykańczająca zewnątrz [ANFA]
Najazd obróbka wykańczająca wewnątrz [ANFI]
Odjazd obróbka wykańczająca zewnętrzna [ABFA]
Odjazd obróbka wykańczająca wewnętrzna [ABFI]
Strategia dla najazdu/odjazdu:
1: kierunki X i Z jednocześnie
2: najpierw w kierunku X, następnie w kierunku Z
3: najpierw w kierunku Z, potem w kierunku X
6: najpierw w kierunku X, następnie w kierunku Z
7: najpierw w kierunku Z, następnie w kierunku X
Analiza obróbki
Minimalna długość plan [FMPL]
TURN PLUS bada leżący na samym przodzie element konturu
zewnętrznego przeznaczonego do obróbki wykańczającej.
Obowiązuje:
bez konturu wewnętrznego: zawsze ze specjalnie przejściem
planowym
z konturem wewnętrznym – FMPL >= l1: bez specjalnego
przejścia planowego
z konturem wewnętrznym – FMPL <= l1: ze specjalnym
przejściem planowym
Maksymalna głębokość skrawania na gotowo [FMST]
FMST definiuje dopuszczalną głębokość zagłębienia dla
nieobrobionych nacięć. Cykl obróbki wykańczającej (G890)
decyduje na podstawie tego parametru, czy nacięcia (forma E,
F, G) zostają obrobione w zabiegu obróbki wykańczającej
konturu. Obowiązuje:
FMST > ft: z obróbką podcięcia (ft: głębokość podcięcia)
FMST <= ft: bez obróbki podcięcia
Liczba obrotów dla fazki lub zaokrąglenia [FMUR]
Posuw zostaje tak zredukowany, że przynajmniej FMUR-obroty
zostaną wykonane (używane: cykl obróbki wykańczającej
G890).
Dla FMPL obowiązuje:
Specjalne przejście planowe zostaje przeprowadzone
od zewnątrz do wewnątrz.
"Odchylenie kąta planowego PWA" nie ma wpływu na
analizę elementów planowych.