Zarządzanie okresem trwałości, 3 t abela narz ędzi i mocowade ł – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 74
74
3.3 T
abela narz
ędzi i mocowade
ł
Zarządzanie okresem trwałości
W zarządzaniu okresem trwałości określamy łańcuch zamiany
narzędzi oraz deklarujemy narzędzie jako „gotowe do pracy“. Okres
trwałości/ilość sztuk zostają określone w bazie danych narzędzi.
Lista narzędzi zawiera poza identnumerami i oznaczeniami narzędzi
również dane dotyczące zarządzania okresem trwałości narzędzi:
Stan: znajdujący się w dyspozycji okres trwałości/ilość sztuk
Gotowość do pracy: jeśli okres trwałości/ilość sztuk dobiegły
końca, to narzędzie „nie jest gotowe do pracy“.
Atw (narzędzie zamienne): jeśli narzędzie nie jest gotowe do
pracy, to zostaje używane narzędzie zamienne.
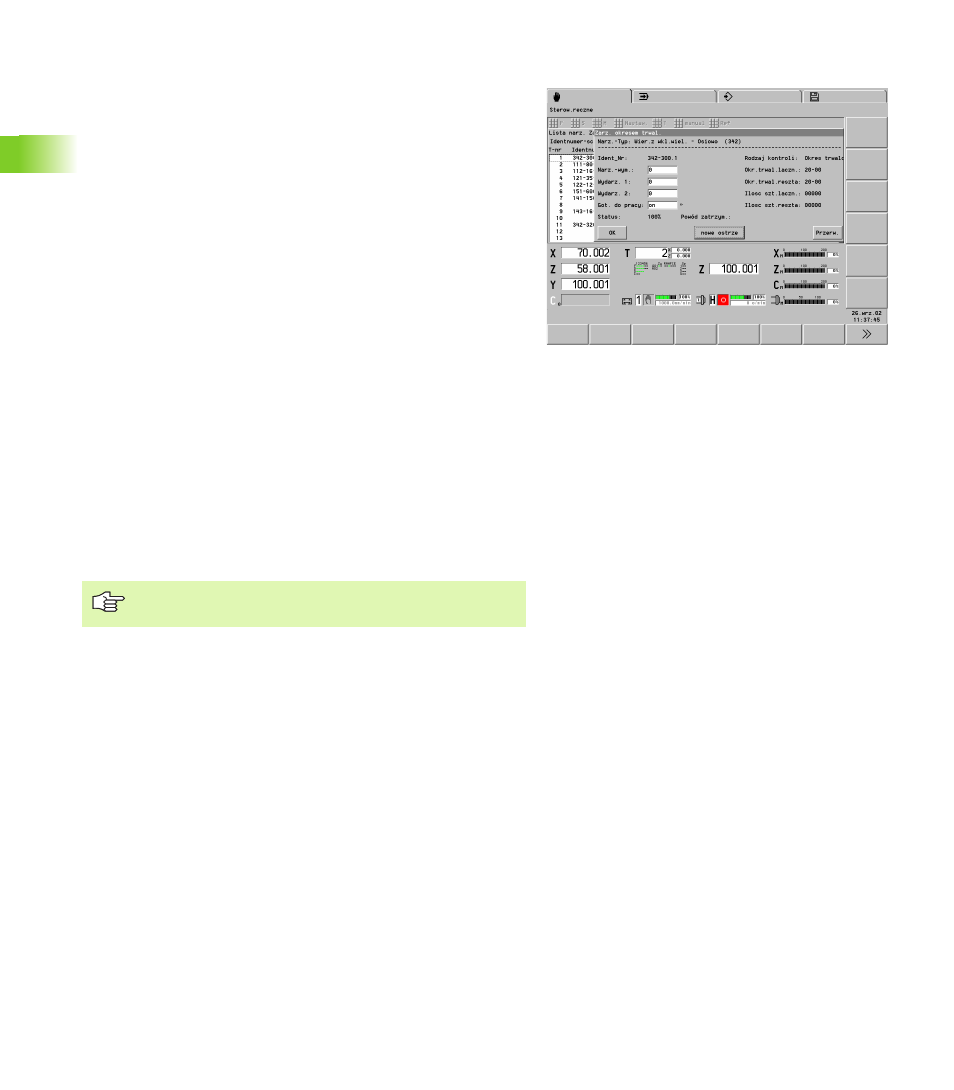
Okno dialogowe „zarządzanie okresem trwałości“ wykorzystywane
jest dla zapisu i wyświetlania danych okresu trwałości.
Wydarzenia taktu, zapisywane w "Wydarzenie 1,2", można
opracowywać w ramach programowania zmiennych w programie NC.
Parametry „okresu trwałości narzędzi“:
Narz.zam. (narzędzie zamienne): T-numer (pozycja w rewolwerze)
narzędzia zamiennego
Wydarzenie 1: wydarzenie taktu, które zostaje zainicjalizowane po
upływie okresu trwałości/ilości sztuk (wydarzenie 21..59).
Wydarzenie 2: wydarzenie taktu, które zostaje zainicjalizowane po
upływie okresu trwałości/ilości sztuk "ostatniego narzędzia" tego
łańcucha zamiany narzędzi (wydarzenie 21..59).
Gotowe do pracy: oznacza narzędzie jako „gotowe do pracy/ nie
gotowe do pracy“ (obowiązuje tylko dla zarządzania okresem
trwałości).
Dane okresu trwałości zostają uwzględnianie tylko przy
aktywnym zarządzaniu okresem trwałości narzędzi.