12 pozycjonować narzędzie, Bieg szybki g0, Naznaczenie punktu zmiany narzędzia g14 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 192
192
4.12 Pozycjonowa
ć narz
ę
dz
ie
4.12 Pozycjonować narzędzie
Bieg szybki G0
G0 przemieszcza się na biegu szybkim po najkrótszym odcinku do
"punktu docelowego".
Naznaczenie punktu zmiany narzędzia G14
G14 przemieszcza się na biegu szybkim do punktu zmiany narzędzia.
Współrzędne punktu zmiany określa się w trybie nastawiania.
Parametry
X
Punkt docelowy (wymiar średnicy)
Z
Punkt docelowy
Programowanie X, Z: absolutnie, inkrementalnie, lub
samozachowawczo
Przykład: G14
. . .
N1 G14 Q0 [najazd punktu zmiany narzędzia]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
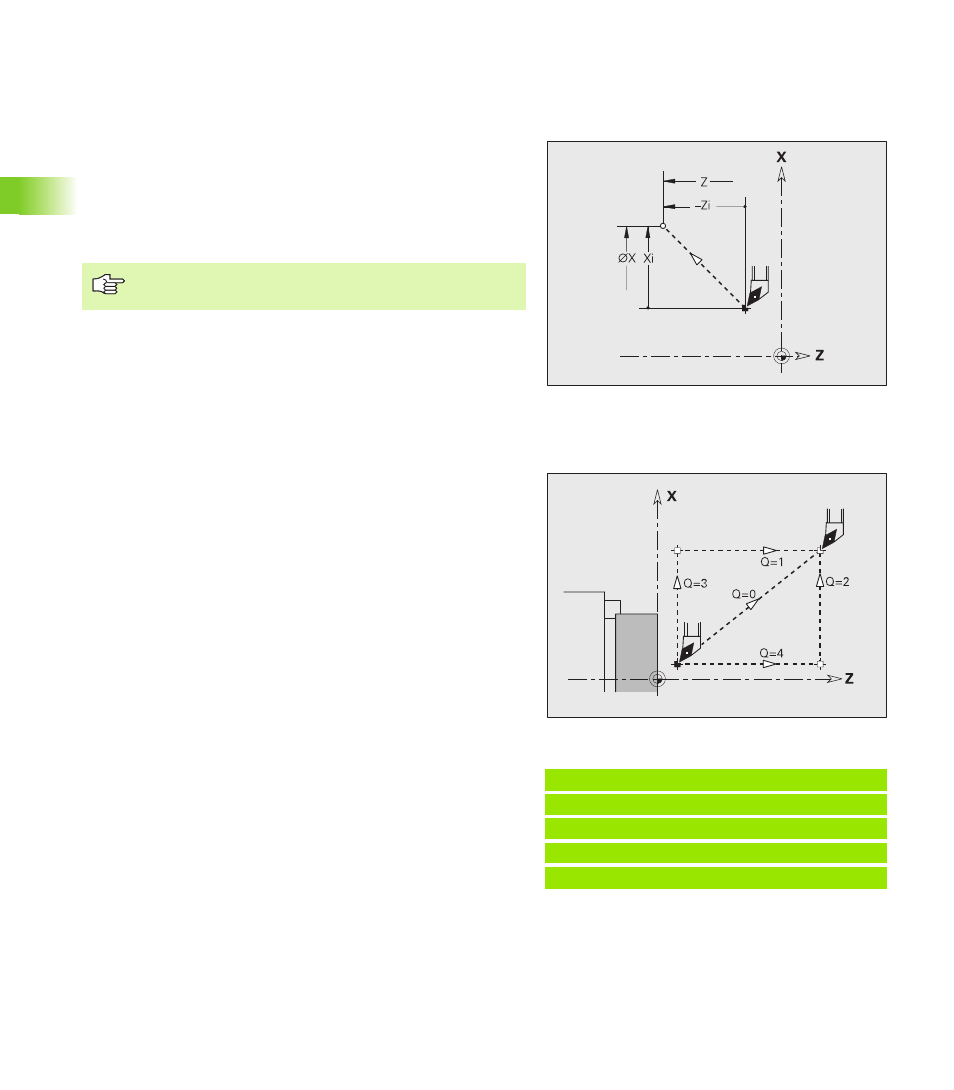
Parametry
Q
Kolejność, określa przebieg ruchów przemieszczeniowych
(default: 0)
Q=0: diagonalna droga przemieszczenia
Q=1: najpierw w kierunku X, następnie w kierunku Z
Q=2: najpierw w kierunku Z, potem w kierunku X
Q=3: tylko w kierunku X, Z pozostaje niezmieniony
Q=4: tylko w kierunku Z, X pozostaje niezmieniony