Toczenie planowe proste g82, 21 proste cykle toczenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 238
238
4.21 Proste cykle toczenia
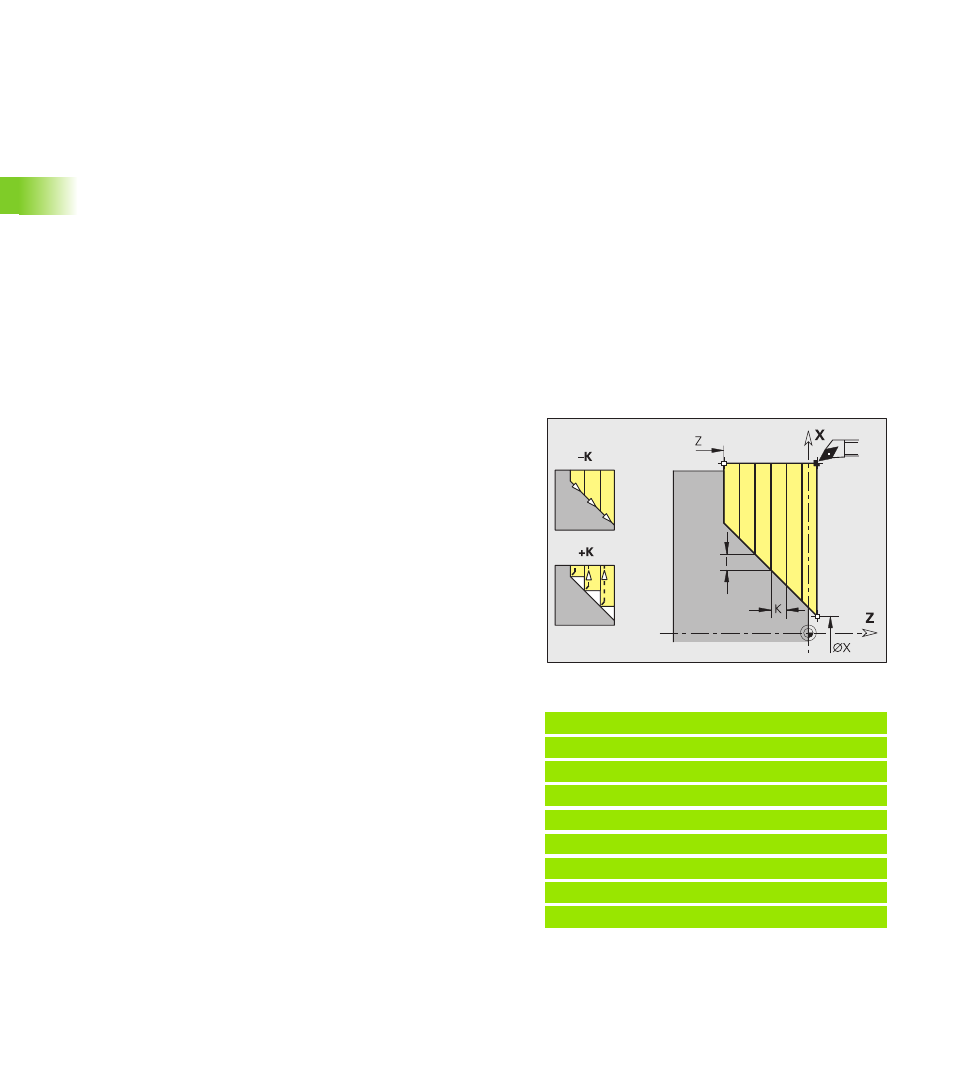
Toczenie planowe proste G82
G82 skrawa zgrubnie opisany poprzez aktualną pozycję narzędzia i
"X, Z" obszar konturu. W przypadku powierzchni ukośnej proszę
zdefiniować kąt przy pomocy I i K.
Przebieg cyklu
1 oblicza rozdzielenie skrawania.
2 dosuwa wychodząc z punktu startu równolegle do osi dla
pierwszego przejścia
3 przemieszcza z posuwem do punktu docelowego Z
4 zależy od "znaku liczby I":
I<0: skrawa wzdłuż konturu
I>0: podnosi pod 45° o 1 mm
5 powraca na biegu szybkim i dosuwa dla następnego przejścia.
6 powtarza 3...5, aż "punkt docelowy X" zostanie osiągnięty.
7 Przejazd na:
X: ostatnią współrzędną podniesienia
Z: punkt startu cyklu
Przykład: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parametry
X
Punkt docelowy konturu (wymiar średnicy)
Z
Punkt docelowy konturu
I
Przesunięcie w kierunku X (default: 0)
K
Maksymalny dosuw
K<0: z obciąganiem konturu
K>0: bez obciągania konturu
Q
G-funkcja wcięcie (default: 0)
0: dosuw z G0 (bieg szybki)
1: dosuw z G1 (posuw)