HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 526
526
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
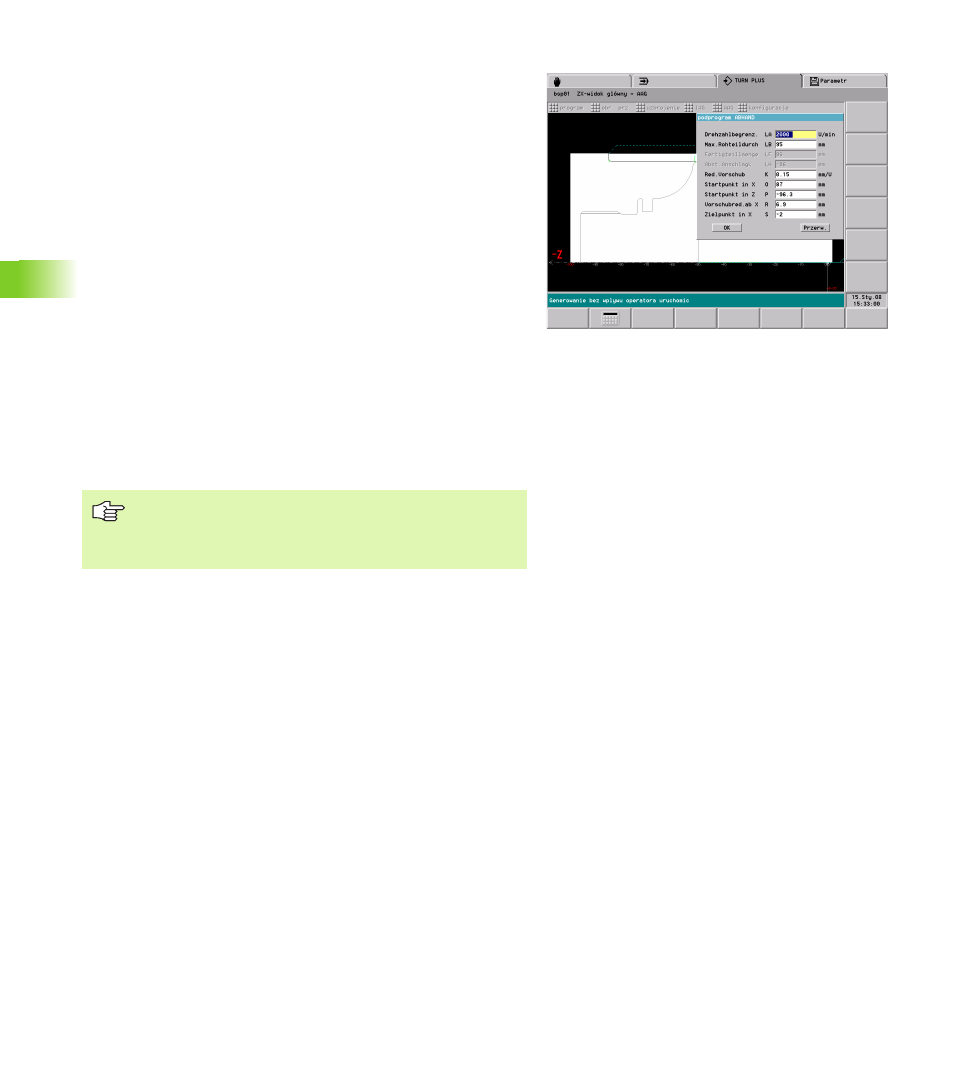
Program fachowy „ABHAND“
Zapisany w „UP-ABHAND“ (parametr obróbki 21) program fachowy
obcina przedmiot i wspomaga manulną zmianę zamocowania
przedmiotu dla obróbki strony tylnej na maszynach z jednym
wrzecionem.
TURN PLUS zapisuje ustalone parametry jako wartości proponowane.
Proszę sprawdzić i uzupełnić te wpisy.
Parametry (przykład)
LA
Ograniczenie prędkości obrotowej dla operacji obcinania
LB
Maksymalna średnica półwyrobu
K
Ograniczenie posuwu dla operacji obcinania
0: bez redukowania posuwu
>0: (redukowany) posuw
O
Punkt startu w X dla operacji obcinania. (wartość
proponowana: z opisu obrabianego przedmiotu)
P
Punkt startu w Z dla operacji obcinania (wartość
proponowana: pionowy element z "selekcji")
R
Redukowanie posuwu w X. Od tej pozycji przemieszczenie ze
zredukowanym posuwem.
S
Pozycja docelowa w X. Pozycja końcowa przy obcinaniu.
Programy fachowe zostają oddawane do dyspozycji przez
producenta maszyn. Znaczenie parametrów i przebieg
programu można zaczerpnąć w instrukcji obsługi
maszyny.