Specyfikacja cyklu – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 508
508
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
Specyfikacja cyklu
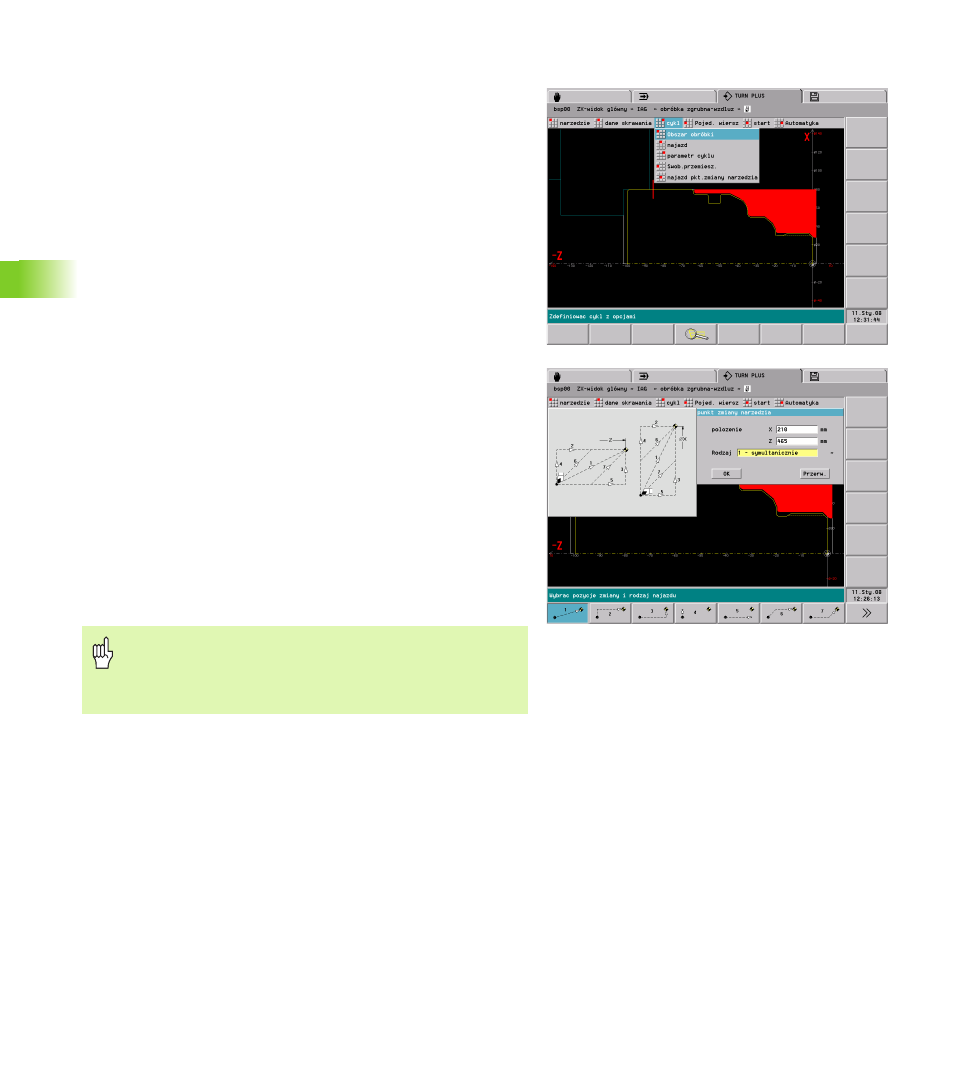
Zdefiniować w podmenu "cykl" parametry cyklu i strategie najazdu
oraz odsuwu:
Obszar obróbki: określić skrawany obszar i kierunek obróbki
poprzez selekcję obszaru.
Selekcja z softkey: kolejność selekcji określa kierunek obróbki.
Selekcja na touchpad - lewy klawisz myszy: kierunek obróbki w
kierunku wykonania konturu.
Selekcja na touchpad - prawy klawisz myszy: kierunek obróbki w
kierunku przeciwnym do wykonania konturu.
Najazd: narzędzie przemieszcza się, zanim cykl zostanie wywołany,
na biegu szybkim od aktualnej pozycji do pozycji dosuwu. Cykle
wiercenia i gwintowania nie zawierają "najazdu". Proszę ustawić
narzędzie przy pomocy "najazdu" na odpowiednią pozycję.
Parametry cyklu: TURN PLUS proponuje parametry cyklu.
Sprawdzić/zoptymalizować parametry.
Wyjście z materiału: narzędzie przemieszcza się po zakończeniu
cyklu na biegu szybkim na pozycję wyjścia.
Najazd pozycji zmiany narzędzia: narzędzie przemieszcza się po
zakończeniu cyklu lub po „wyjściu“ na pozycję zmiany. Która pozycja
zostanie najechana oraz rodzaj przemieszczenia określamy w
„rodzaj przemieszczenia do punktu zmiany narzędzia [WP]“
(parametr obróbki 2):
WP=1: pozycja podana w oknie "punkt zmiany narzędzia" zostaje
najechana z G0. TURN PLUS zapisuje pozycję zmiany narzędzia
jako wartość proponowaną.
WP=2: TURN PLUS generuje G14. Pozycja podana w oknie
"punkt zmiany narzędzia" jest bez znaczenia.
WP=3: TURN PLUS oblicza pozycję zmiany na podstawie
znajdujących się w głowicy narzędzi.
Uwaga niebezpieczeństwo kolizji
Ponieważ przy generowaniu bloku roboczego nie
wszystkie narzędzia są znane, nie należy używać
nastawienia „WP=3“ (parametr obróbki 2) w IAG.