34 programowanie zmiennych – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 323
HEIDENHAIN CNC PILOT 4290
323
4.34 Programowanie zmiennych
4.34 Programowanie zmiennych
CNC PILOT konwersuje (interpretuje) programy NC przed
wykonaniem programu. Dlatego też rozróżniamy dwa typy zmiennych:
#-zmienna - opracowywanie podczas konwersowania
programu NC.
V-zmienna (lub zdarzenie) - opracowanie podczas wykonania
programu NC.
Obowiązują zasady:
„kropka przed kreską“
do 6 poziomów nawiasów
zmienne całkowite (tylko w przypadku zmiennych V): wartości
całkowite od
–32767 .. +32768
Realne zmienne: liczby ze zmiennym miejscem przecinka z
maksymalnie 10 miejscami przed i 7 miejscami po przecinku
Zmienne V pozostają „zachowane”, także jeśli sterowanie zostało w
międzyczasie wyłączone
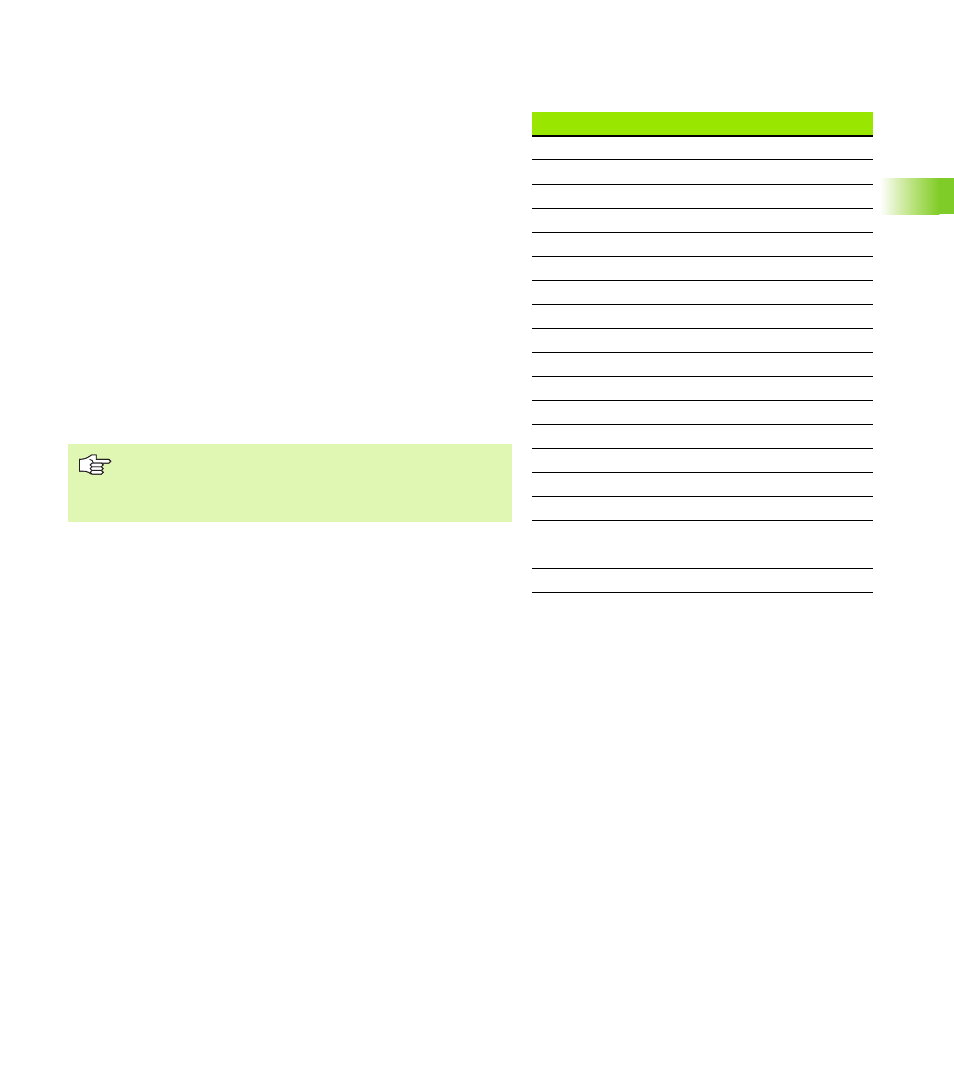
Dostępne operacje arytmetyczne: patrz tabela
Syntaktyka
Funkcje matematyczne
+
Dodawanie
–
Odejmowanie
*
Mnożenie
/
Dzielenie
SQRT(...)
pierwiastek kwadratowy
ABS(...)
wartość absolutna
TAN(...)
tangens (w stopniach)
ATAN(...)
arcus tangens (w stopniach)
SIN(...)
sinus (w stopniach)
ASIN(...)
arcus sinus (w stopniach)
COS(...)
cosinus (w stopniach)
ACOS(...)
arcus cosinus (w stopniach)
ROUND(...)
zaokrąglanie
LOGN(...)
logarytm naturalny
EXP(...)
funkcja wykładnicza ex
INT(...)
obcinanie miejsc po przecinku
Tylko przy #-zmiennych:
SQRTA(.., ..)
Pierwiastek kwadratowy z (a
2
+b
2
)
SQRTS(.., ..)
Pierwiastek kwadratowy z (a
2
–b
2
)
Programować wiersze NC z obliczeniami zmiennych z
„oznaczeniem suportu $..“, jeśli tokarka posiada kilka
suportów. Inaczej obliczania te są wykonywane
kilkakrotnie.