34 programowanie zmiennych – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 325
HEIDENHAIN CNC PILOT 4290
325
4.34 Programowanie zmiennych
#783, #785,
#786
Odstęp ostrze narzędzia – punkt bazowy sań Y, Z, X
#787
Srednica referencyjna obróbka powierzchni bocznej
(G120)
#788
Wrzeciono, na którym zamocowano obrabiany
przedmiot (G98)
#790
Naddatek G52-Geo
0: nie uwzględniać
1: uwzględniać
#791..#792
G57-naddatki X, Z
#793
G58-naddatek P
#794..#795
Szerokość ostrzy w X, Z, o którą zostanie przesunięty
punkt odniesienia narzędzia przy G150/G151
#796
Numer wrzeciona, dla którego zostaę
zaprogramowany posuw
#797
Numer wrzeciona, dla którego została
zaprogramowana ostatnio prędkość obrotowa
#801
Nachylona płaszczyzna aktywna
#802
0: G30 nie aktywne
1: G30 aktywna
#803
Numer wybranego języka – miarodajną jest podana w
parametrze sterowania 4 kolejność języków
(poczynając od „0“)
#804
Czy DataPilot ?
0: sterowanie
1: DataPilot
Informacje w #-zmiennych
Informacje o narzędziach w #-zmiennych
#512
Typ narzędzia 3-miejscowy
#513..#515
1., 2., 3. miejsce typu narzędzia
#516
użyteczna długość (w j.niem. nl) w przypadku
narzędzi wiertarskich i tokarskich:
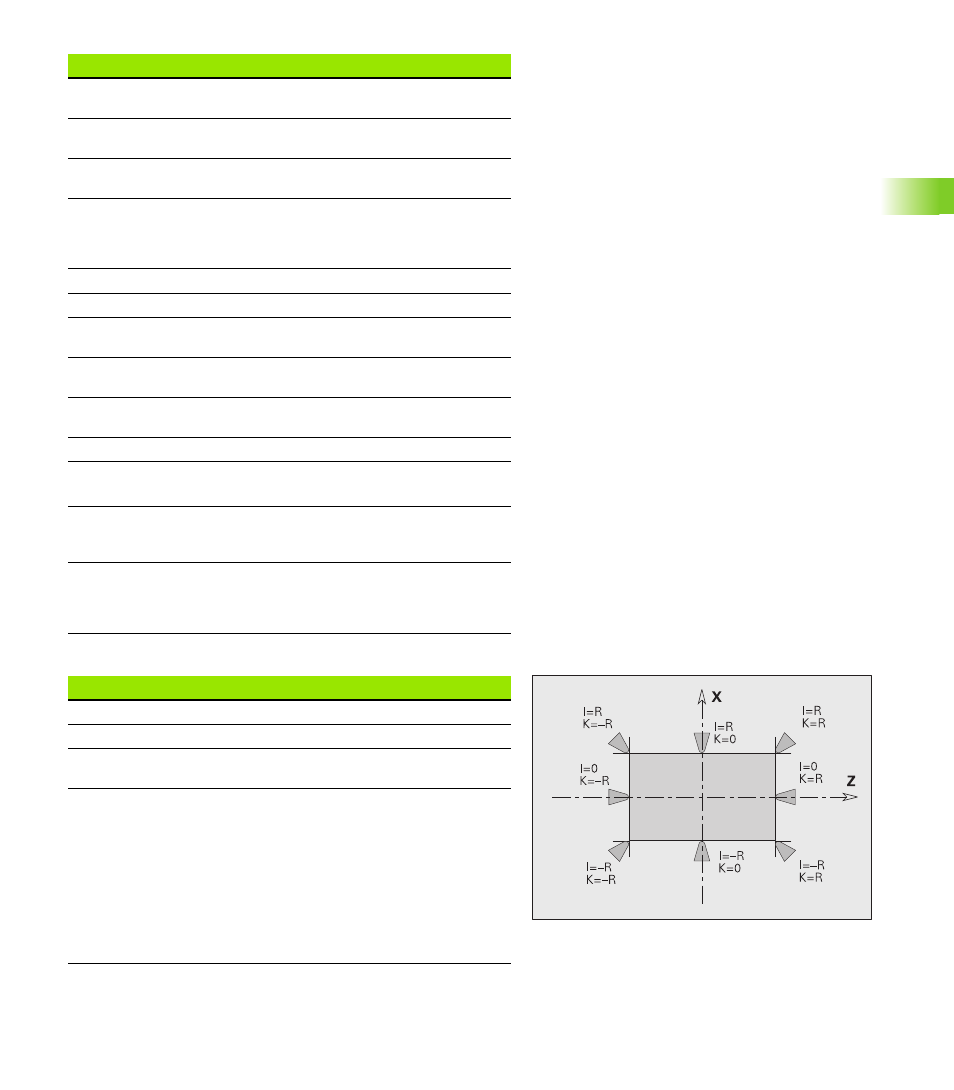
#517
Główny kierunek obróbki:
0: niezdefiniowany
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X