Obróbka wałów, 18 wskazówki dotycz ące obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 572
572
6.18 Wskazówki dotycz
ące obróbki
Obróbka wałów
TURN PLUS wspomaga w przypadku wałów dodatkowo do obróbki
standardowej, obróbkę strony tylnej konturu zewnętrznego. Tym samy
można obrabiać wały w jednym zamocowaniu.
TURN PLUS nie wspomaga cofanie konika i nie sprawdza sytuacji
zamocowania.
Kryterium dla "wału": obrabiany przedmiot jest zamocowany po
stronie wrzeciona i konika.
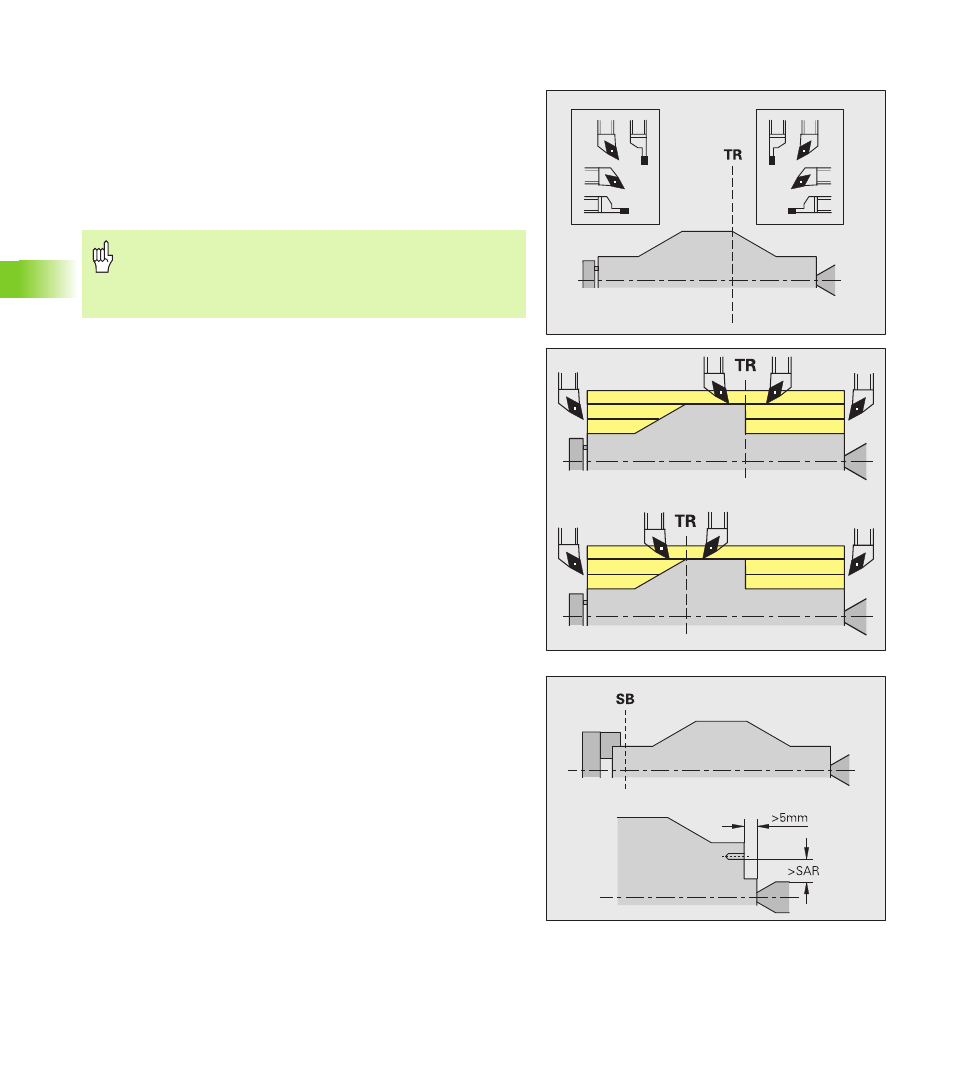
Punkt rozdzielający (TR)
Punkt rozdzielający (TR) dzieli obrabiany przedmiot na przedni i tylny
obszar. Jeśli nie podamy punktu rozdzielającego, to TURN PLUS
umiejscowi go na przejściu największej średnicy do mniejszej. Punkty
rozdzielające należy umiejscowić na narożach zewnętrznych.
Narzędzia do obróbki
przedniego obszaru: kierunek głównej obróbki "- Z"; lub przede
wszystkim "lewe" przecinaki lub gwintowniki, etc.
tylnego obszaru: kierunek głównej obróbki "- Z"; lub przede
wszystkim "prawe" przecinaki lub gwintowniki, etc.
Punkt rozdzielający naznaczyć/zmienić: patrz “Atrybut obróbki „punkt
Strefy ochrony dla obróbki wierceniem i frezowaniem
TURN PLUS obrabia kontury wiercenia i frezowania na
powierzchniach planowych (strona czołowa i tylna) pod warunkiem:
(poziomy) odstęp do powierzchni planowej wynosi > 5 mm, albo
odstęp pomiędzy mocowadłem i konturem wiercenia/frezowania
wynosi > SAR
(SAR: patrz parametr obróbki 2).
Jeśli wał jest zamocowany od strony wrzeciona w szczękach, to TURN
PLUS uwzględnia ograniczenie skrawania (SB).
Uwaga niebezpieczeństwo kolizji
TURN PLUS nie sprawdza sytuacji kolizyjności przy
obróbce planowej lub przy pracy na stronie czołowej i
tylnej.