39 pełna obróbka przedmiotu, Podstawy pełnej obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 352
352
4.39 Pe
łna obróbka przedmiotu
4.39 Pełna obróbka przedmiotu
Podstawy pełnej obróbki
Jako pełną obróbkę oznacza się obróbkę strony przedniej i tylnej w
jednym programie NC. CNC PILOT wspomaga pełną obróbkę konturu
dla wszystkich stosowanych kontrukcji maszyn. Dla tego celu znajdują
się w dyspozycji funkcje jak synchroniczene kątowo przekazywanie
części przy obracającym się wrzecionie, przejazd na zderzenie,
kontrolowane okrawanie i przekształcanie współrzędnych. Tym
samym zapewnione są zarówno optymalne czasowo pełna obróbka
jak i proste programowanie.
Opisujemy kontur toczenia, kontury dla osi C a także pełną obróbkę w
jednym programie NC. Dla zmiany zamocowania znajdują się w
dyspozycji programy fachowe, uwzględniające konfigruację tokarki.
Można wykorzystywać "pełną obróbkę" również dla tokarek z jednym
wrzecionem głównym.
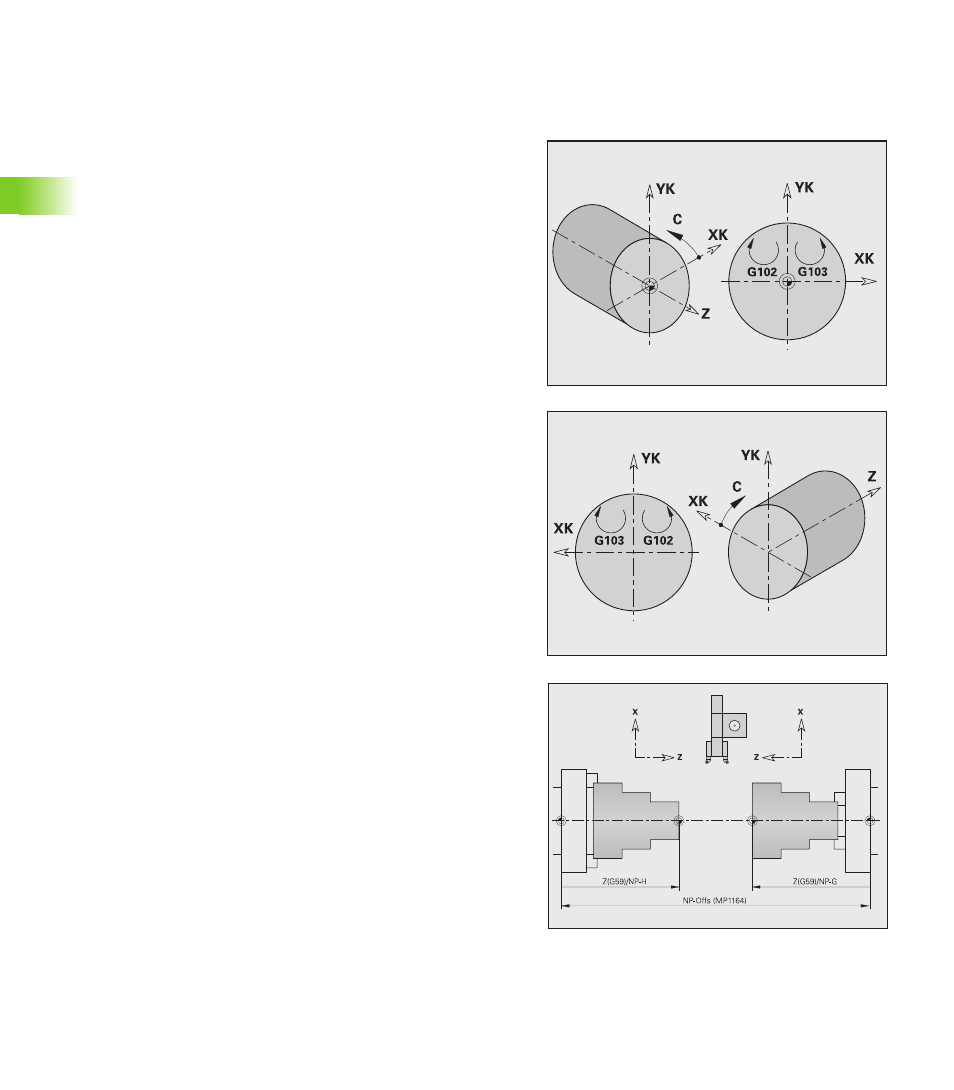
Kontury strony tylnej oś C: orientacja XK-osi i tym samym orientacja
osi C są "związane z narzędziem". Z tego wynika dla strony tylnej:
Orientacja osi XK: "w lewo" (strona czołowa: "na prawo")
Orientacja osi C: "z ruchem wskazówek zegara"
Kierunek obrotu dla łuków kołowych G102: „w kierunku przeciwnym
do cw“
Kierunek obrotu dla łuków kołowych G103: „w kierunku cw“
Obróbka toczeniem: CNC PILOT wspomaga pełną obróbkę z
funkcjami konwersowania i odbicia symetrycznego, tak że zasada
Przemieszczenia w + kierunku prowadzą od obrabianego
przedmiotu
Przemieszczenia w – kierunku prowadzą w kierunku do
obrabianego przedmiotu
zostaje zachowana przy obróbce strony tylnej.
Z reguły producent maszyn oddaje do dyspozycji na tokarce zgodne z
jej typem programy fachowe dla przekazu przedmiotu.
Punkty referencyjne i układ współrzędnych: położenie punktów
zerowych maszyny i przedmiotu, jak i układy współrzędnych dla
wrzeciona głównego i przeciwwrzeciona zostają przedstawione na
dolnej ilustracji. Przy takiej konstrukcji tokarki zaleca się wyłącznie
odbicie osi Z. Tym samym można osiągnąć, iż również przy obróbce
na przeciwwrzecione obowiązuje zasada "przemieszczenia w
dodatnim kierunku od przedmiotu".
Z reguły program fachowy zawiera odbicie osi Z i przesunięcie punktu
zerowego wokół "NP-Offs".