Gwintowanie g73, 23 cykle wiercenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 255
HEIDENHAIN CNC PILOT 4290
255
4.23 Cykle wiercenia
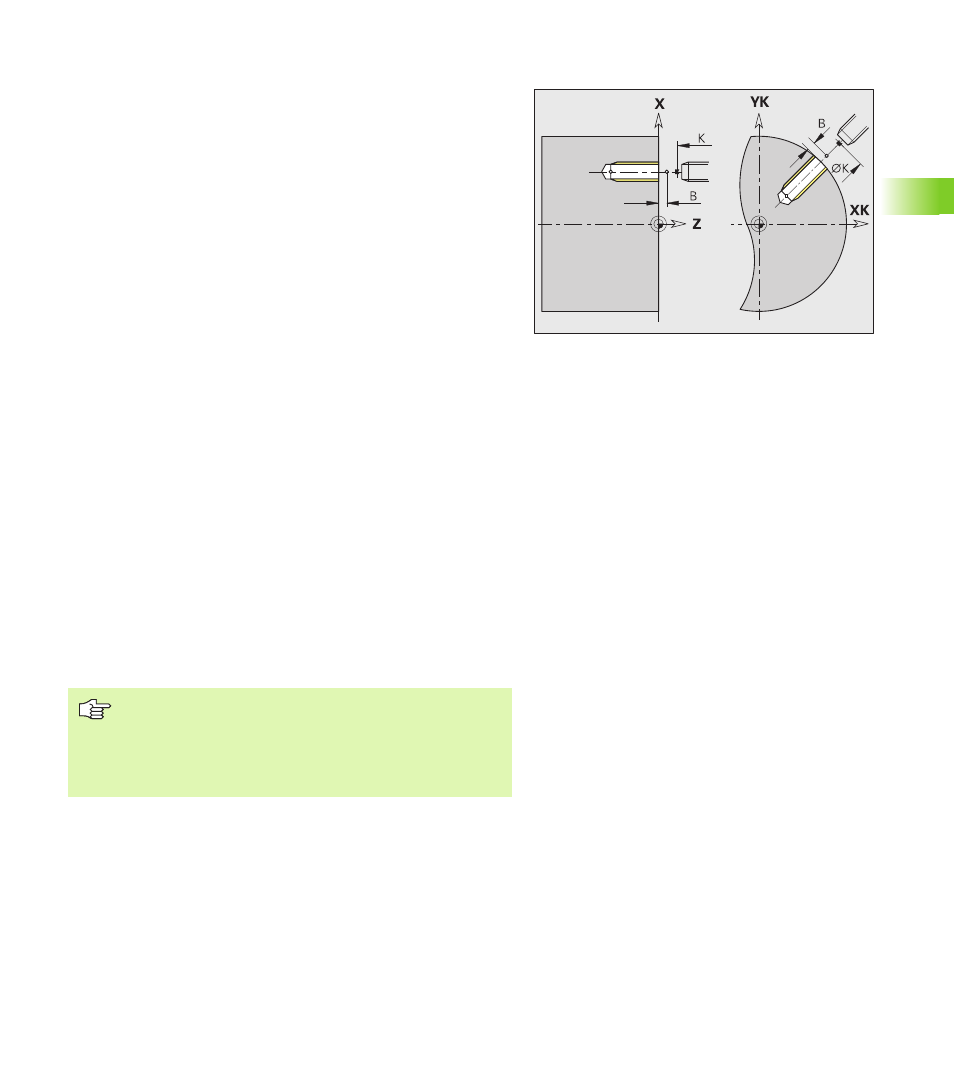
Gwintowanie G73
G73 nacina osiowe/radialne gwinty nienapędzanymi i napędzanymi
narzędziami. G73 zostaje używany dla odwiertów z opisem konturu
(pojedyńczy odwiert lub wzór odwiertów).
"Punkt startu" zostaje ustalony na podstawie odstępu bezpieczeństwa
i "długości dobiegu B".
Długość wyciągania J: używać tego parametru dla tuleji zaciskowych
z kompensowaniem długości. Cykl oblicza na podstawie głębokości
gwintu, zaprogramowanego skoku i "długości wyciągania" nowy
nominalny skok. Nominalny skok jest nieco mniejszy niż skok
gwintownika. Przy wytwarzaniu gwintu, wiertło zostaje wysunięte z
uchwytu mocującego o "długość wyciągania". Za pomocą tej metody
osiąga się lepszy czas żywotności w przypadku gwintowników.
Parametry
NS
Numer wiersza kontur. Referencja na kontur wiercenia
(G49-, G300- lub G310-Geo)
B
Długość dobiegu (default: parametr obróbkowy 7 "Długość
dobiegu gwintu [GAL]")
S
Prędkość obrotowa powrotu (default: prędkość obrotowa
gwintownika)
K
Płaszczyzna powrotu (radialne odwierty, odwierty na YZ-
płaszczyźnie: wymiar średnicy) - (default: do pozycji startu lub
na bezpieczną wysokość)
J
Długość wyciągania przy zastosowaniu tuleji zaciskowych z
kompensacją długości (default: 0)
H1
Od wersji software 625 952-04:
Hamulec wrzeciona (H1 zostaje wykorzystywane, jeśli w
parametrze maszynowym 1019, .. został zapisany hamulec) –
default: 0
0: aktywować hamulec wrzeciona
1: nie aktywować hamulca wrzeciona
Wzór odwiertów: "NS" wskazuje na kontur odwiertu, nie
na definicję wzoru.
„Cykl-stop” działa na końcu gwintowania.
Funkcja override posuwu nie działa.
Nie używać override wrzeciona !