Rozwiercanie, pogłębianie g72, 23 cykle wiercenia – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 254
254
4.23 Cykle wiercenia
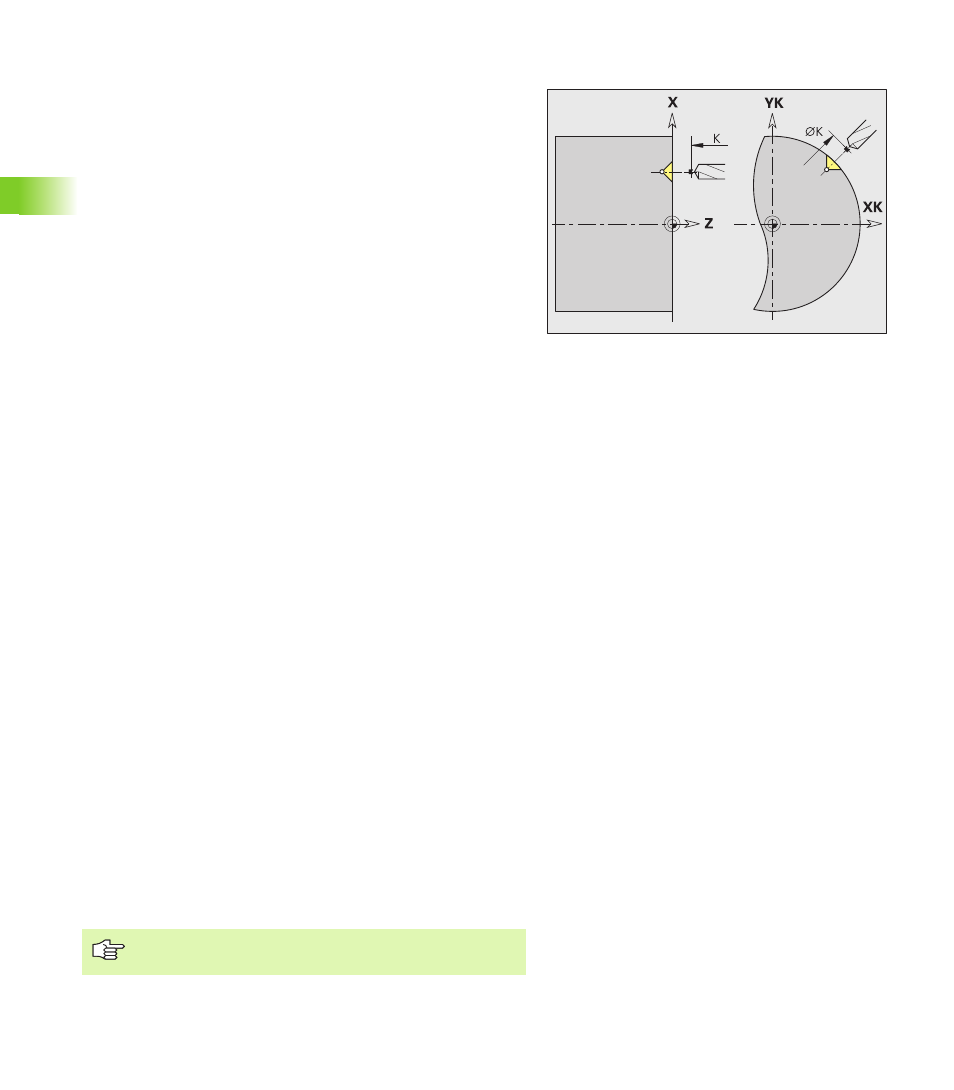
Rozwiercanie, pogłębianie G72
G72 zostaje używany dla odwiertów z opisem konturu (pojedyńczy
odwiert lub wzór odwiertów). Używać G72 dla wytwarzania osiowych/
radialnych odwiertów ze nienapędzanymi lub napędzanymi
narzędziami:
Nawiercanie
Pogłębianie
Rozwiercanie dokładne otworu
NC-nawiertak
centrowanie
Parametry
NS
Numer wiersza kontur. Referencja na kontur wiercenia (G49-
, G300- lub G310-Geo)
E
Czas zatrzymania dla wyjścia z materiału na końcu odwiertu
(w sekundach) - (default: 0)
D
Prędkość powrotu (standard: 0)
D=0: bieg szybki
D=1: posuw
K
Płaszczyzna powrotu (radialne odwierty, odwierty na YZ-
płaszczyźnie: wymiar średnicy) - (default: do pozycji startu lub
na bezpieczną wysokość)
H1
Od wersji software 625 952-04:
Hamulec wrzeciona (H1 zostaje wykorzystywane, jeśli w
parametrze maszynowym 1019, .. został zapisany hamulec) –
default: 0
0: aktywować hamulec wrzeciona
1: nie aktywować hamulca wrzeciona
Przebieg cyklu
1 Przemieszcza się w zależności od "K" na biegu szybkim na
„punkt startu“:
K nie zaprogramowane: przejazd na odstęp bezpieczeństwa
K zaprogramowane: przejazd na pozycję "K" a następnie na
odstęp bezpieczeństwa
2 nawierca ze zredukowanym posuwem (50 %).
3 przemieszcza z posuwem do końca odwiertu.
4 Powrót, zależy do "D" na biegu szybkim/z posuwem.
5 Pozycja powrotu jest zależna od "K".
K nie zaprogramowane: powrót do "punktu startu"
K zaprogramowane: powrót na pozycję "K"
Wzór odwiertów: "NS" wskazuje na kontur odwiertu, nie na
definicję wzoru.