6 - nacinanie i toczenie poprzeczne konturu, 6 parametry obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 613
HEIDENHAIN CNC PILOT 4290
613
7.6 Parametry obróbki
6 - nacinanie i toczenie poprzeczne konturu
Nacinanie i toczenie poprzeczne konturu - dosuwanie i
odsuwanie
Przemieszczenia dosuwu i odsuwu następują na biegu szybkim (G0).
Nacinanie i toczenie poprzeczne konturu - wybór narzędzia,
naddatki
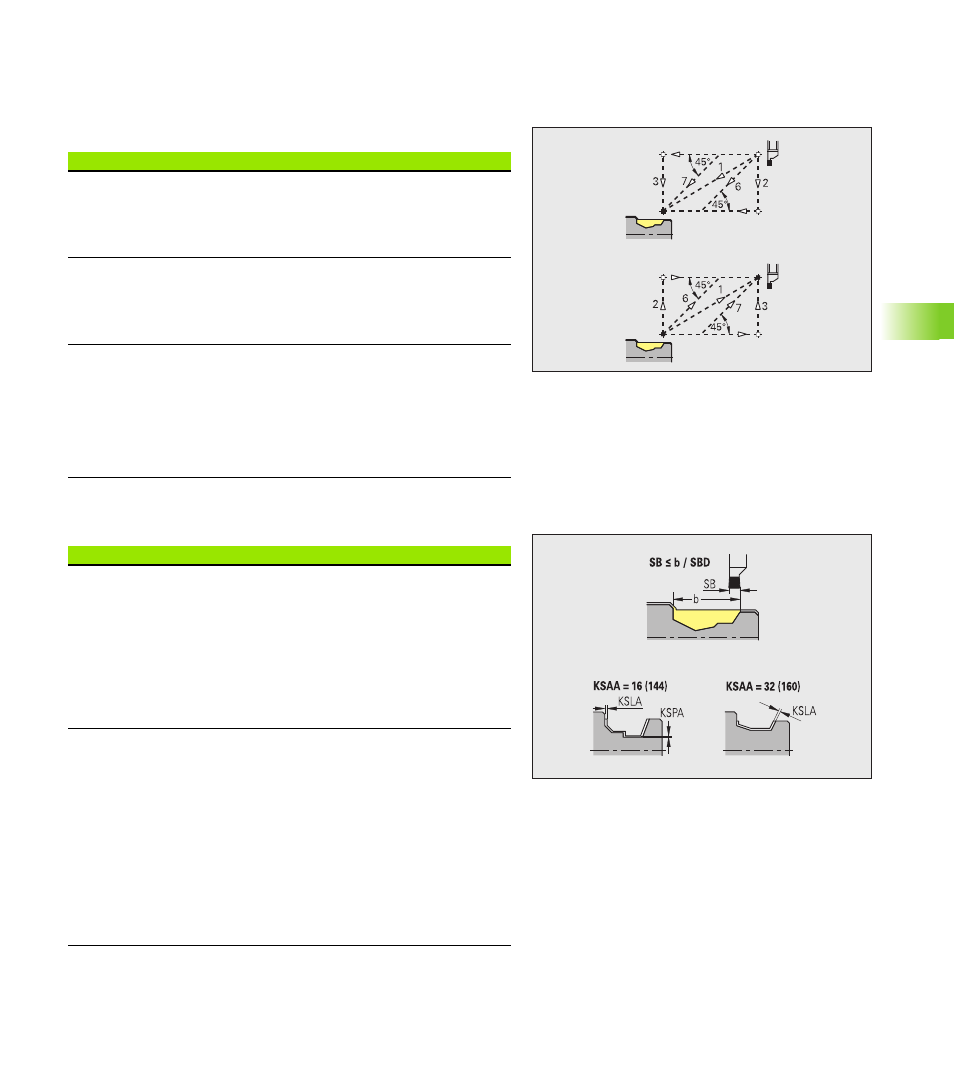
Najazd i odjazd
Najazd nacinanie zewnątrz [ANESA]
Najazd nacinanie wewnątrz [ANESI]
Odjazd obróbka zewnętrzna [ABESA]
Odjazd obróbka wewnętrzna [ABESI]
Najazd nacinanie konturu zewnątrz [ANKSA]
Najazd nacinanie konturu wewnątrz [ANKSI]
Odjazd obróbka zgrubna zewnętrzna [ABKSA]
Odjazd obróbka wewnętrzna [ABKSI]
Strategia dla najazdu/odjazdu:
1: kierunki X i Z jednocześnie
2: najpierw w kierunku X, następnie w kierunku Z
3: najpierw w kierunku Z, potem w kierunku X
6: najpierw w kierunku X, następnie w kierunku Z
7: najpierw w kierunku Z, następnie w kierunku X
Wybór narzędzia, naddatki
Dzielnik szerokości toczenia poprzecznego [SBD]
Jeśli przy rodzaju obróbki toczenie poprzeczne konturu są tylko
elementy liniowe ale żadnego elementu równoległego do osi na
dnie nacięcia, to następuje wybór narzędzia na podstawie "
dzielnika szerokości toczenia poprzecznego SBD".
SB <= b / SBD
(SB: szerokość noża tokarskiego; b: szerokość obszaru
obróbki)
Rodzaj naddatku [KSAA]
Obrabiany obszar toczenia poprzecznego może zostać
opatrzony naddatkami. Jeśli zdefiniowane są naddatki, to
nacięcie zostaje wstępnie wykonane i drugim przejściem
obrobione na gotowo. Zapisy:
16: różne naddatki wzdłuż/plan – bez pojedyńczych
naddatków
144: różne naddatki wzdłuż/plan – z pojedyńczymi
naddatkami
32: równoodległy naddatek – bez pojedyńczych naddatków
160: równoodległy naddatek – z pojedyńczymi naddatkami