Pełna obróbka z przeciwwrzecionem, 39 pe łna obróbka przedmiotu – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 354
354
4.39 Pe
łna obróbka przedmiotu
Pełna obróbka z przeciwwrzecionem
G30: program fachowy włącza odbicie symetryczne osi Z i
konwersowanie łuków kołowych (G2, G3, ..).. Konwersowanie łuków
kołowych konieczne jest dla obróbki toczeniem i obróbki w osi C.
G121: program fachowy przesuwa kontur i odbija układ
współrzędnych symetrycznie (Z-oś). Dalsze programowanie G121 nie
jest z reguły konieczne dla obróbki strony tylnej (2. zamocowanie).
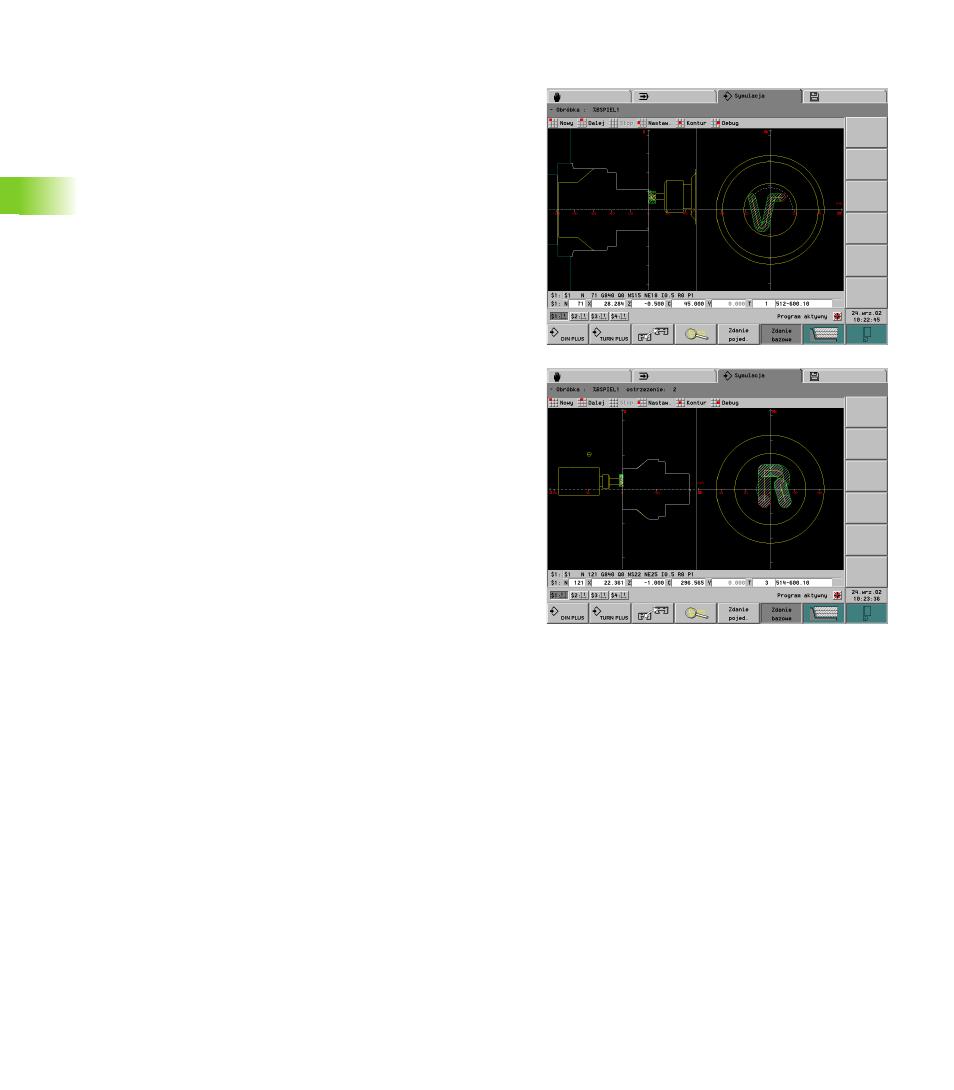
Przykład: obrabiany przedmiot zostaje obrabiany na stronie przedniej,
przekazany poprzez program fachowy do wrzeciona przeciwlegęego i
potem zostaje wykonana strona tylna (patrz ilustracje).
Program fachowy przejmuje następujące zadania:
Przekazanie przedmiotu synchronicznie do kąta do
przeciwwrzeciona
Odbicie dróg przemieszczenia dla osi Z
Aktywowanie listy konwersowania
Odbicie lustrzane opisu konturu i przesunięcie dla 2. zamocowania
Odbicie lustrzane/konwersowanie, wykonywane przez program
fachowy dla obróbki strony tylnej, zostaje wyłączone na końcu
program przy pomocy polecenia G30.