Przygotowanie tabeli mocowadeł, 3 t abela narz ędzi i mocowade ł – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 76
76
3.3 T
abela narz
ędzi i mocowade
ł
Przygotowanie tabeli mocowadeł
Tabela mocowadeł zostaje wykorzystywana przez „jednocześnie
generowaną grafikę“.
Przy pomocy "strona w przód/strona w tył" przełączamy do
rozmieszczenia uchwytów mocujących dalszych wrzecion.
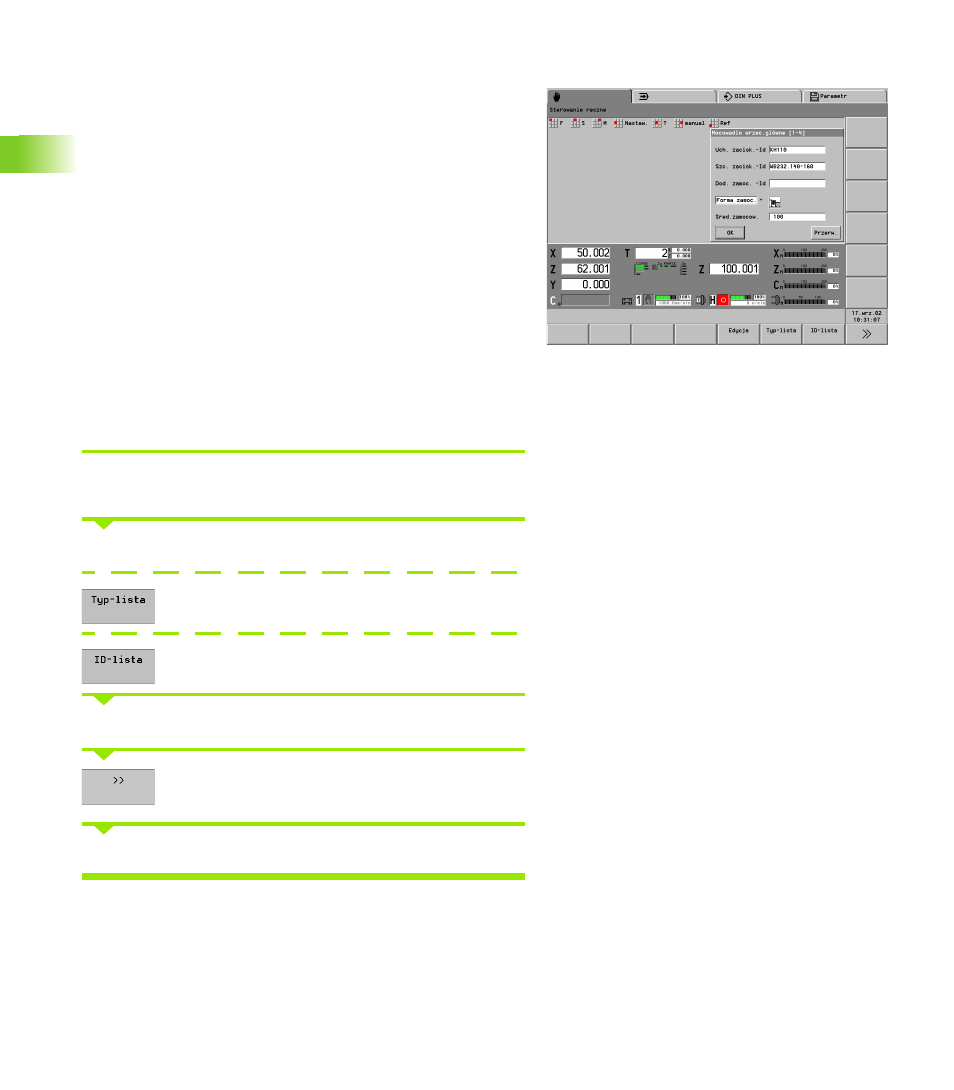
Parametr „wrzeciono x“ (wrzeciono główne, wrzeciono 1, ..)
Uchwyt-Id: referencja do bazy danych
Szczęki-Id: referencja do bazy danych
Dodatkowy uchwyt-Id: referencja do bazy danych
Forma zamocowania: mocowanie wewnętrzne/zewnętrzne i stopień
zamocowania określić
Srednica mocowania: średnica, z jaką obrabiany przedmiot zostaje
zamocowany. (średnica obrabianego przedmiotu przy mocowaniu
zewnętrznym; średnica wewnętrzna przy zamocowaniu
wewnętrznym)
Parametr "Konik"
Wierzchołek pinoli-Id: referencja do bazy danych
Przygotowanie tabeli mocowadeł
„Przygotowanie > mocowadła > wrzeciono główne (albo konik)“
wybrać
Dla uchwytu, szczęk i dodatku: zapisać identnumer mocowadła
Pogrupowanie mocowadeł według typu
Pogrupowanie mocowadeł według identnumeru
Wybrać mocowadło z bazy danych
Forma mocowania: nacisnąć kilkakrotnie softkey,
aby nastawić formę mocowania
Zapisać średnicę mocowania