6 parametry obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 608
608
7.6 Parametry obróbki
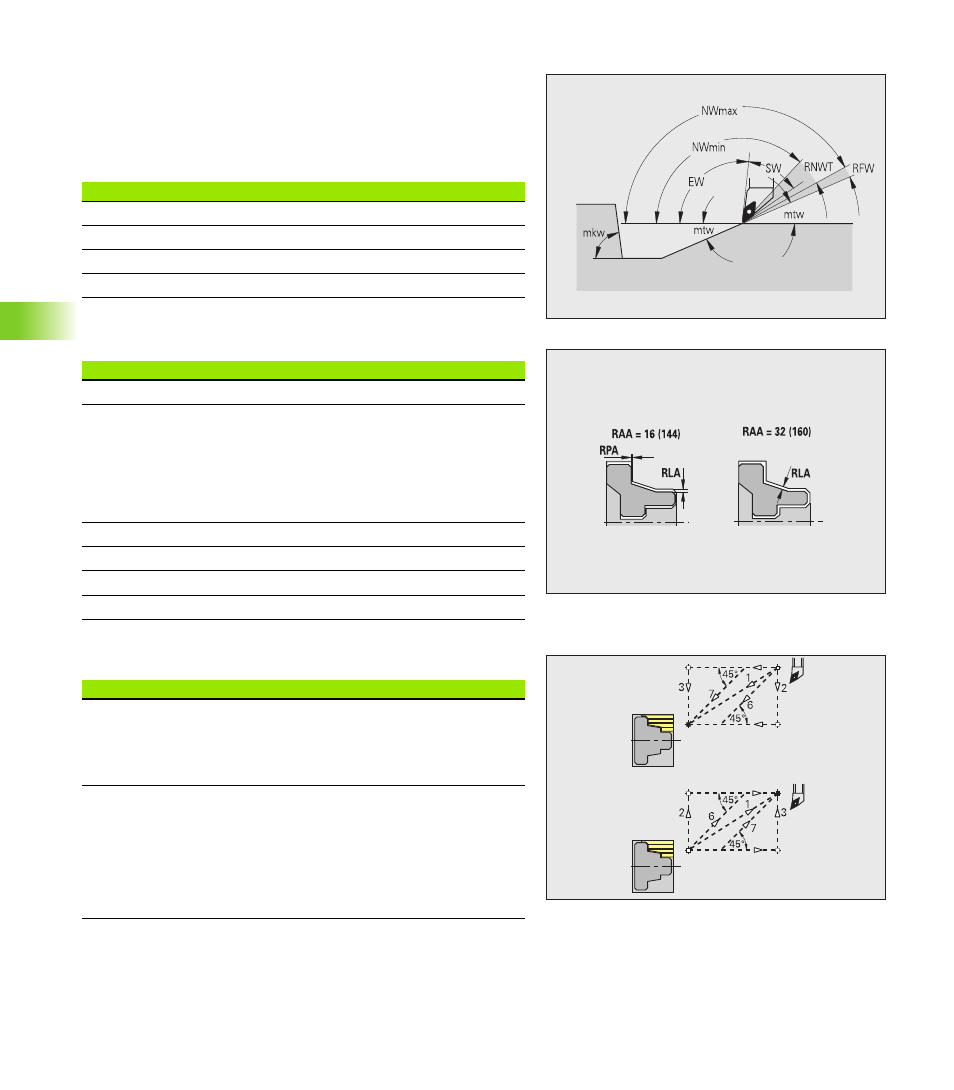
Obróbka zgrubna – tolerancje narzędzia
Dla wyboru narzędzi obowiązuje:
Kąt przystawienia (EW): EW >= mkw (mkw: rosnący kąt konturu)
Kąt przystawienia (EW) i kąt wierzchołkowy (SW): NWmin <
(EW+SW) < NWmax
Kąt pomocniczy (RNWT): RNWT = NWmax – NWmin
Obróbka zgrubna – naddatki
Obróbka zgrubna - najazd i odsuw
Przemieszczenia dosuwu i odsuwu następują na biegu szybkim (G0).
Tolerancje narzędzi
Tolerancja kąta pomocniczego [RNWT]
Zakres tolerancji dla ostrza pomocniczego narzędzia
Kąt podcięcia [RFW]
Minimalna różnica kontur – ostrze pomocnicze
Naddatki
Rodzaj naddatku [RAA]
16: różne naddatki wzdłuż/plan – bez pojedyńczych
naddatków
144: różne naddatki wzdłuż/plan – z pojedyńczymi
naddatkami
32: równoodległy naddatek – bez pojedyńczych naddatków
160: równoodległy naddatek – z pojedyńczymi naddatkami
Równoodległy lub wzdłuż [RLA]
Naddatek równoodległy lub naddatek wzdłuż
Bez lub planowy [RPA]
Naddatek planowy
Najazd i odjazd
Najazd obróbka zgrubna zewnętrzna [ANRA]
Najazd obróbka zgrubna wewnętrzna [ANRI]
Odjazd obróbka zgrubna zewnętrzna [ABRA]
Odjazd obróbka zgrubna wewnętrzna [ABRA]
Strategia dla najazdu/odjazdu:
1: kierunki X i Z jednocześnie
2: najpierw w kierunku X, następnie w kierunku Z
3: najpierw w kierunku Z, potem w kierunku X
6: najpierw w kierunku X, następnie w kierunku Z
7: najpierw w kierunku Z, następnie w kierunku X