Atrybut obróbki „pomiar, Atrybut obróbki "wytaczanie gwintu, 12 przyporz ądkowanie atrybutów – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 484
484
6.12 Przyporz
ądkowanie atrybutów
Atrybut obróbki „pomiar“
Atrybut obróbki integruje zapisany w parametrze obróbki 21 („UP-
MEAS01“) program fachowy. Takim sposobem organizujemy
przejście pomiarowe po każdym n-tym przedmiocie.
Atrybut obróbki „pomiar“ przyporządkować:
U
„Atrybuty > atrybut obróbki > pomiar“ wybrać w menu części gotowej
U
Wyselekcjonować element konturu. TURN PLUS otwiera okno
dialogowe "przejście pomiarowe".
U
Parametry programu fachowego określić
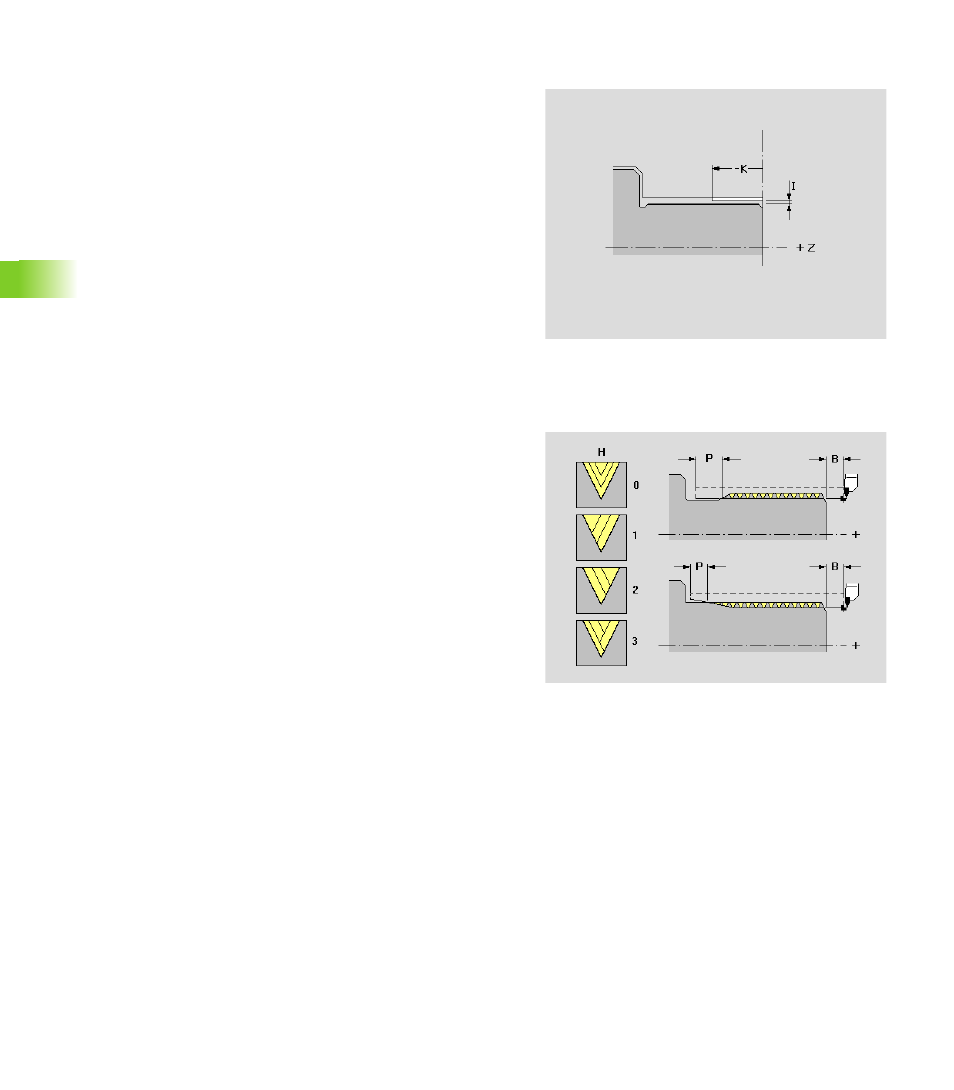
Atrybut obróbki "wytaczanie gwintu"
Ten atrybut obróbki definiuje szczegóły obróbki gwintu.
Parametry
I
Naddatek dla przejścia pomiarowego
K
Długość dla przejścia pomiarowego
Q
Licznik cykli pomiarowych: każdy n-ty przedmiot zostaje
zmierzony
Parametry
B
Długość dobiegu
Brak wpisu: CNC PILOT ustala długość leżących obok
podcięć lub przecięć.
Brak wpisu, nie podcięcie/nacięcie: CNC PILOT używa
„długości dobiegu gwintu" z parametru obróbkowego 7.
P
Długość wybiegu
Brak wpisu: CNC PILOT ustala długość leżących obok
podcięć lub przecięć.
Brak wpisu, nie podcięcie/nacięcie: CNC PILOT używa
„długości wybiegu gwintu" z parametru obróbkowego 7.
C
Kąt startu, jeśli początek gwintu leży zdefiniowany do nie
obrotowo-symetrycznych elementów konturu
I
maksymalny dosuw
V
Rodzaj posuwu wgłębnego
V=0 (stałe skrawanie poprzeczne): stałe skrawanie
poprzeczne dla wszystkich przejść.
V=1: stałe wcięcie
V=2 (pozostały podział przejść): Jeśli dzielenie głębokości
gwintu/wcięcia daje resztę, to ta „reszta” obowiązuje dla
pierwszego wcięcia. "Ostatnie przejście" zostaje podzielone
na 1/2-, 1/4-, 1/8- i 1/8 przejścia.
V=3 (EPL-metoda): wcięcie zostaje obliczone ze skoku i
prędkości obrotowej.