Toczenie poprzeczne radialnie/osiowo (g869), Patrz “toczenie poprzeczne radialnie/osiowo, G869)” na stroni 521 – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 521
HEIDENHAIN CNC PILOT 4290
521
6.14 Interakcyjne generowani
e planu pracy (j.niem. IAG)
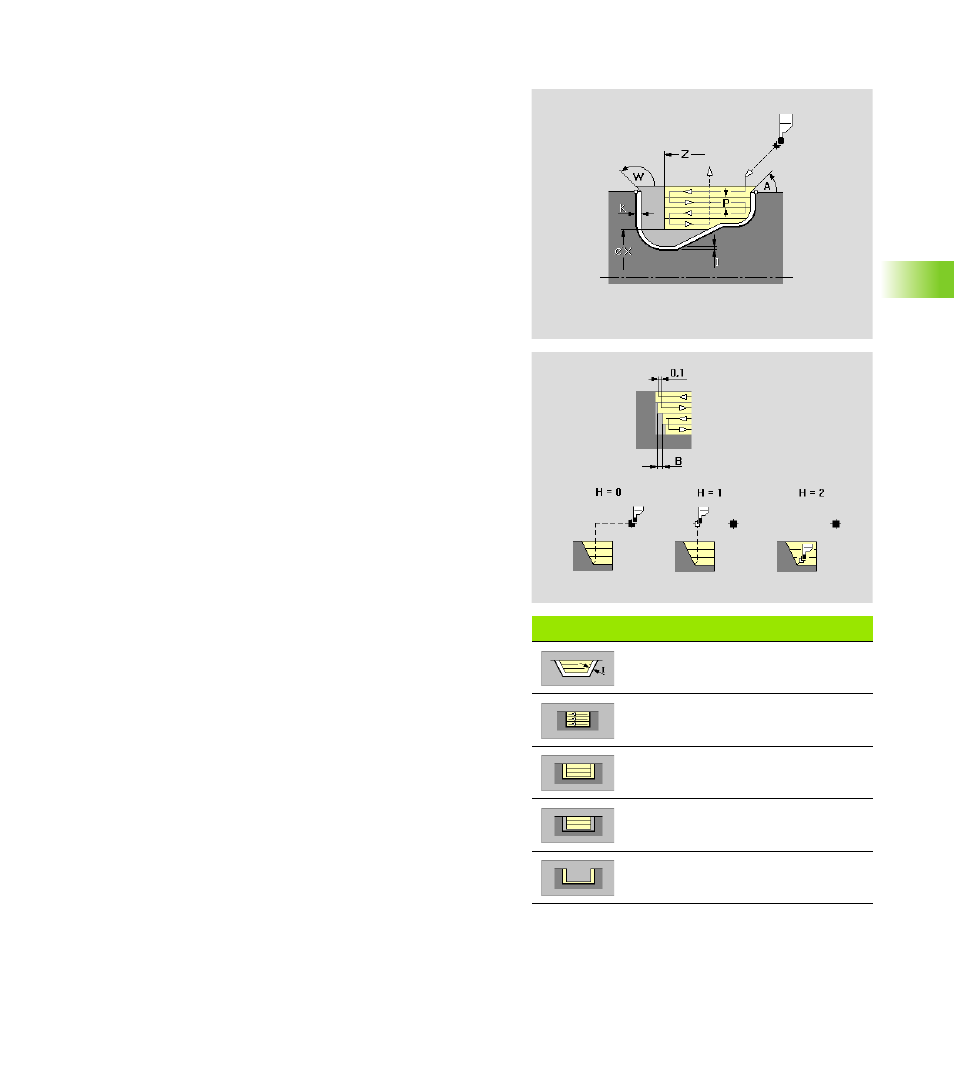
Toczenie poprzeczne radialnie/osiowo (G869)
IAG generuje dla wybranego obszaru konturu cykl G869 (skrawanie z
przemiennym nacinaniem i obróbką zgrubną).
Parametry toczenia poprzecznego radialnie i osiowo są identyczne za
wyjątkiem osi bazowej kąta najazdu i odsuwu. „Toczenie poprzeczne
osiowo“: patrz “Toczenie poprzeczne osiowo (G869)” na stroni 522
Softkeys "toczenie poprzeczne"
Naddatek wzdłużny/stały naddatek
Jednokierunkowo/dwukierunkowo
Wstępne toczenie poprzecznej i
obróbka wykańczająca
Wstępne toczenie poprzeczne
Obróbka wykańczająca
Parametry
P
Maksymalna głębokość skrawania
R
Korekcja głębokości
W zależności od materiału, prędkości posuwowej etc. ostrze
„przegina się” przy obróbce toczeniem. Ten błąd dosuwu
korygujemy przy pomocy "korekcji głębokości toczenia".
Korekcja ta zostaje z reguły ustalona empirycznie.
B
Szerokość przesunięcia
Od drugiego wcięcia zostaje zredukowany na przejściu od
toczenia do toczenia poprzecnego o „szerokość przesunięcia”.
Przy każdym kolejnym przejściu od toczenia do toczenia
poprzecznego (przecinania) następuje w tym miejscu
zredukowanie o "B" - dodatkowo do dotychczasowego
przesunięcia. Pozostały materiał zostaje usuwany na końcu
podcinania wstępnego za pomocą suwu podcinania.
A
Kąt dosuwu (default: przeciwnie do kierunku podcinania)
radialnie: baza oś Z
osiowo: baza oś X
W
Kąt odsuwu (default: przeciwnie do kierunku podcinania)
radialnie: baza oś Z
osiowo: baza oś X
X
Ograniczenie skrawania
Z
Ograniczenie skrawania
I
W zależności od nastawienia softkey:
Naddatek wzdłużny
Stały naddatek (generuje „nadddatek G58“ przed cyklem)
K
Naddatek planowy
S
(Jednokierunkowe/)dwukierunkowe toczenie poprzeczne
(nastawienie poprzez softkey)
Tak (S=0): dwukierunkowe
Nie (S=1): jednokierunkowe w kierunku wybranym przy
selekcji obszaru obróbki
O
Posuw toczenia poprzecznego (default: aktywny posuw)
E
Posuw obróbki wykańczającej (default: aktywny posuw)