3 – centryczne wiercenie wstępne, 6 parametry obróbki – HEIDENHAIN CNC Pilot 4290 V7.1 Instrukcja Obsługi
Strona 604
604
7.6 Parametry obróbki
3 – centryczne wiercenie wstępne
Centryczne wiercenie wstępne – wybór narzędzia
Wiercenie wstępne następuje w maksymalnie 3 etapach:
1. etap wiercenia (średnica graniczna UBD1)
2. etap wiercenia (średnica graniczna UBD2)
Etap wiercenia na gotowo
Wiercenie na gotowo następuje przy: dimin <= UBD2
Wybór narzędzia: db = dimin
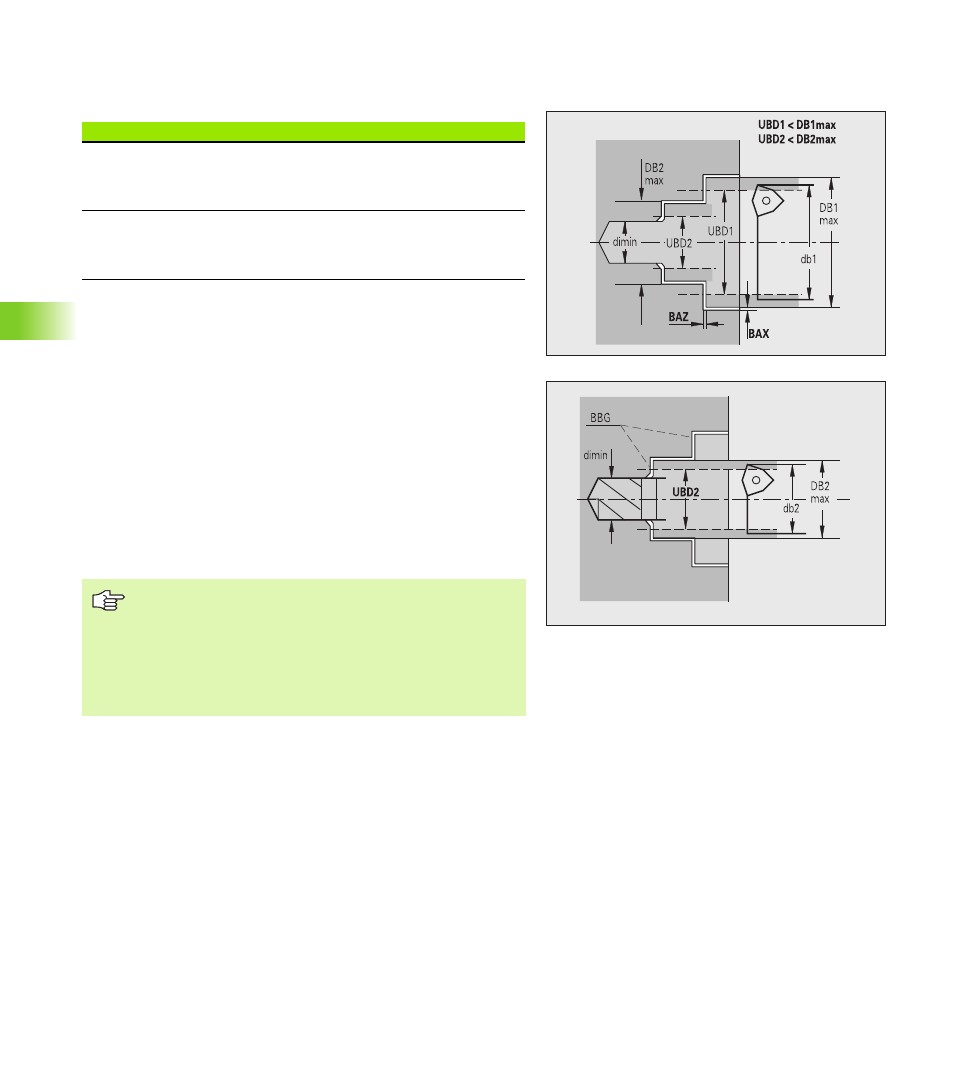
Oznaczenia na rysunkach pomocniczych:
db1, db2: średnica wiertła
DB1max: maksymalna średnica wewnętrzna 1. etapu wiercenia
DB2max: maksymalna średnica wewnętrzna 2. etapu wiercenia
dimin: minimalna średnica wewnętrzna
BBG (elementy ograniczenia wiercenia): elementy konturu,
nacinane przez UBD1/UBD2
Wybór narzędzia
1. Srednica graniczna wiercenia [UBD1]
1. Stopień wiercenia: jeśli UBD1 < DB1max
Wybór narzędzia: UBD1 <= db1 <= DB1max
2. Srednica graniczna wiercenia [UBD2]
2. Stopień wiercenia: jeśli UBD2 < DB2max
Wybór narzędzia: UBD2 <= db2 <= DB2max
UBD1/UBD2 nie mają znaczenia, jeśli obróbka główna
"centryczne wiercenie wstępne" zostaje zespolona z
suboobróbką "wiercenie na gotowo" (patrz “Kolejność
obróbki – podstawowe zagadnienia” na stroni 546).
Warunek: UBD1 > UBD2
UBD2 musi pozwalać na następującą obróbkę
wewnętrzną z wytaczadłem.