HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 91
77
HEIDENHAIN TNC 310
6.4
Ruchy
po
torze
kszta³towym
pr
ostok¹tne
wspó³rzêdne
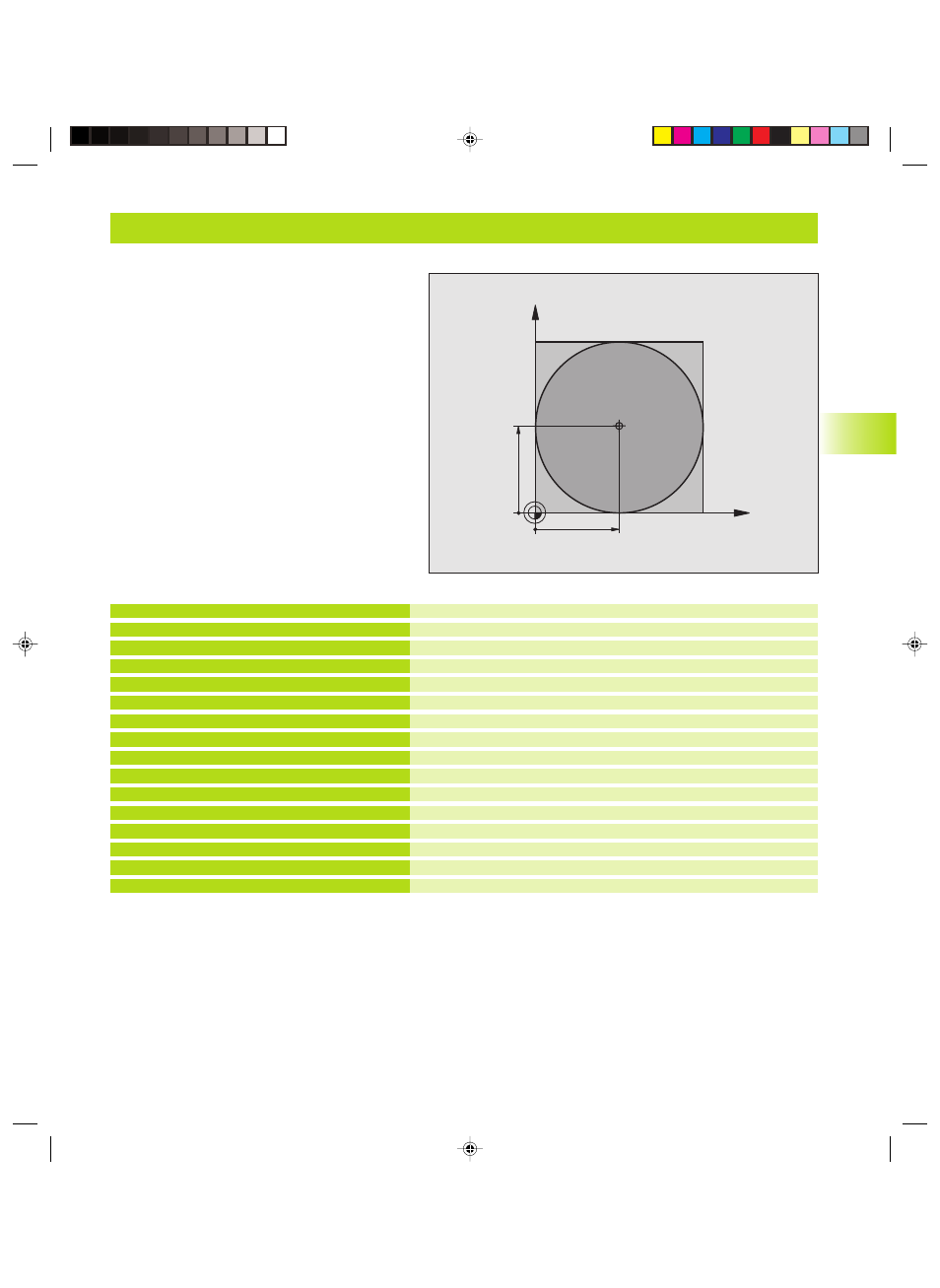
Przyk³ad: okr¹g pe³ny kartezjañski
Przyk³ad: okr¹g pe³ny kartezjañski
0 BEGIN PGM 30 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+12,5
4 TOOL CALL 1 Z S3150
5 CC X+50 Y+50
6 L Z+250 R0 F MAX
7 L X-40 Y+50 R0 F MAX
8 L Z-5 R0 F1000 M3
9 L X+0 Y+50 RL F300
10 RND R2
11 C X+0 DR-
12 RND R2
13 L X-40 Y+50 R0 F1000
14 L Z+250 R0 F MAX M2
15 END PGM 30 MM
Definicja czêci nieobrobionej
Definicja narzêdzia
Wywo³anie narzêdzia
Definiowaæ punkt rodkowy okrêgu
Przemieciæ narzêdzie poza materia³em
Pozycjonowaæ wstêpnie narzêdzie
Przemieciæ narzêdzie na g³êbokoæ obróbki
Dosun¹æ narzêdzie do punktu startu na okrêgu
Miêkki najazd na okrêg z R=2 mm
Dosun¹æ narzêdzie do punktu koñcowego okrêgu (=punkt pocz¹tkowy okrêgu)
Miêkki odjazd na okrêg z R=2 mm
Przemieciæ narzêdzie swobodnie poza materia³em na p³aszczynie obróbki
Przemieciæ narzêdzie w osi wrzeciona, koniec programu
X
Y
50
50
CC
Gkap6.pm6
15.12.2005, 09:53
77