2 cykle wier cenia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 120
8 Programowanie: Cykle
106
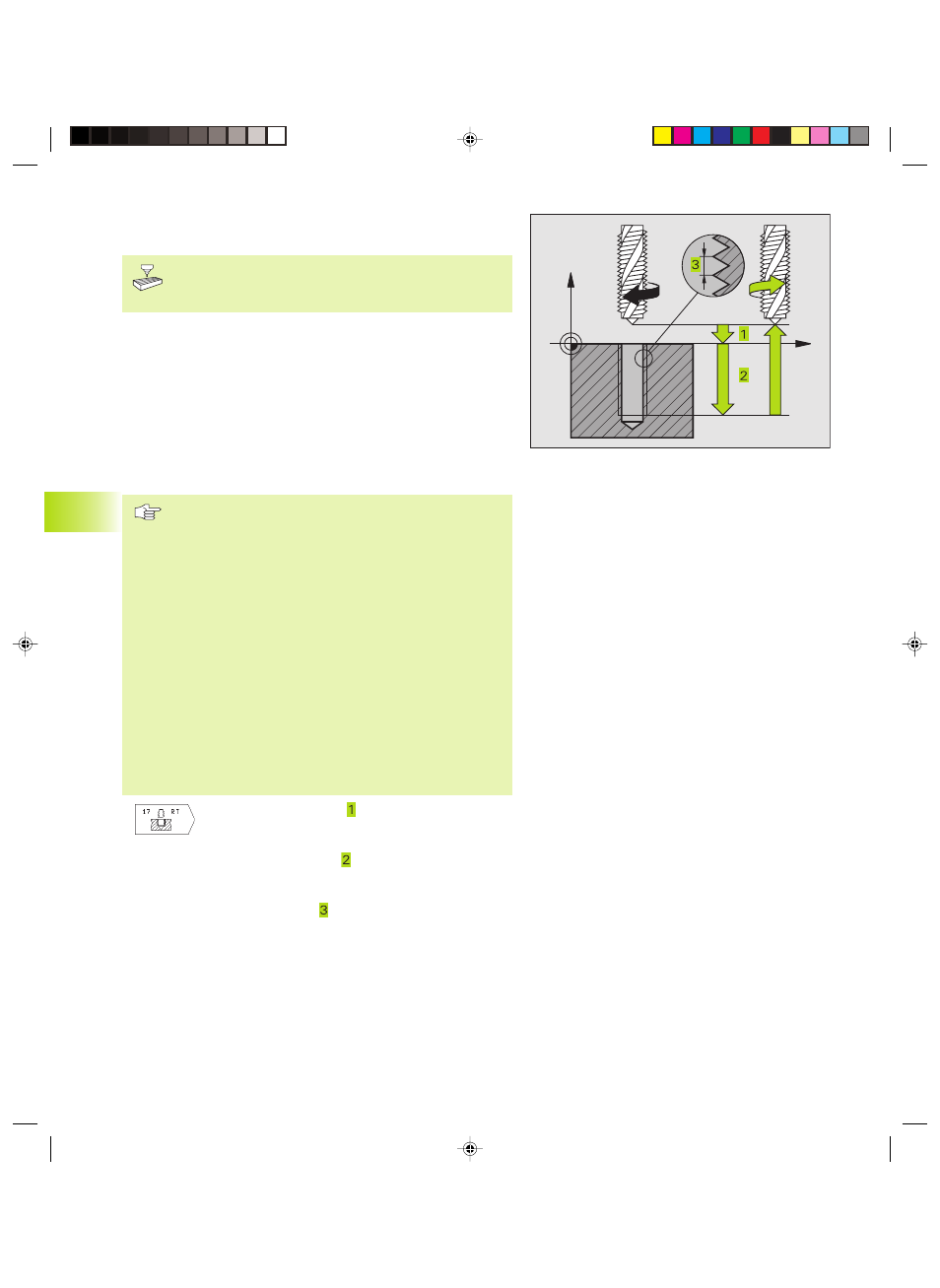
GWINTOWANIE bez uchwytu wyrównawczego
(Cykl 17)
Maszyna i TNC musz¹ byæ przygotowane przez
producenta maszyny do gwintowania bez uchwytu
wyrównawczego.
TNC nacina gwint albo jednym albo kilkoma chodami roboczymi
bez uchwytu wyrównawczego.
Zalety w porównaniu do cyklu Gwintowanie z uchwytem
wyrównawczym:
n
Wiêksza prêdkoæ obróbki
n
Powtarzalny rysunek gwintu, poniewa¿ wrzeciono ustawia siê na
0°-pozycjê (zale¿ne od parametru maszynowego 7160)
n
Wiêkszy zakres przemieszczania siê osi wrzeciona, poniewa¿
nie ma uchwytu wyrównawczego
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania w punkcie startu
(rodek odwiertu) na p³aszczynie obróbki z korekcj¹
promienia R0
Zaprogramowaæ blok pozycjonowania w punkcie startu
w osi wrzeciona (bezpieczna wysokoæ nad
powierzchni¹ obrabianego przedmiotu)
Znak liczby parametru g³êbokoæ wiercenia okrela
kierunek pracy.
TNC oblicza posuw w zale¿noci od prêdkoci
obrotowej. Jeli w czasie gwintowania zostanie
obrócona ga³ka obrotowa dla Override-prêdkoci
obrotowej, TNC dopasowuje posuw automatycznie
Ga³ka obrotowa dla Override posuwu nie jest aktywna.
Na koñcu cyklu wrzeciono zostaje zatrzymane. Przed
nastêpn¹ obróbk¹ w³¹czyæ ponownie przy pomocy M3
(lub M4) .
ú
Bezpieczna wysokoæ (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia (pozycja startu) i
powierzchni¹ obrabianego przedmiotu
ú
G³êbokoæ wiercenia (przyrostowo): odstêp
pomiêdzy powierzchni¹ obrabianego przedmiotu
(pocz¹tek gwintu) i koñcem gwintu
ú
Podzia³ka gwintu :
Skok gwintu. Znak liczby okrela gwint prawo i
lewoskrêtny:
+ = gwint prawoskrêtny
= gwint lewoskrêtny
8.2
Cykle
wier
cenia
X
Z
Kkap8.pm6
15.12.2005, 09:53
106