10 przyk³ady pr ogramowania – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 194
10 Programowanie: Q-parametry
180
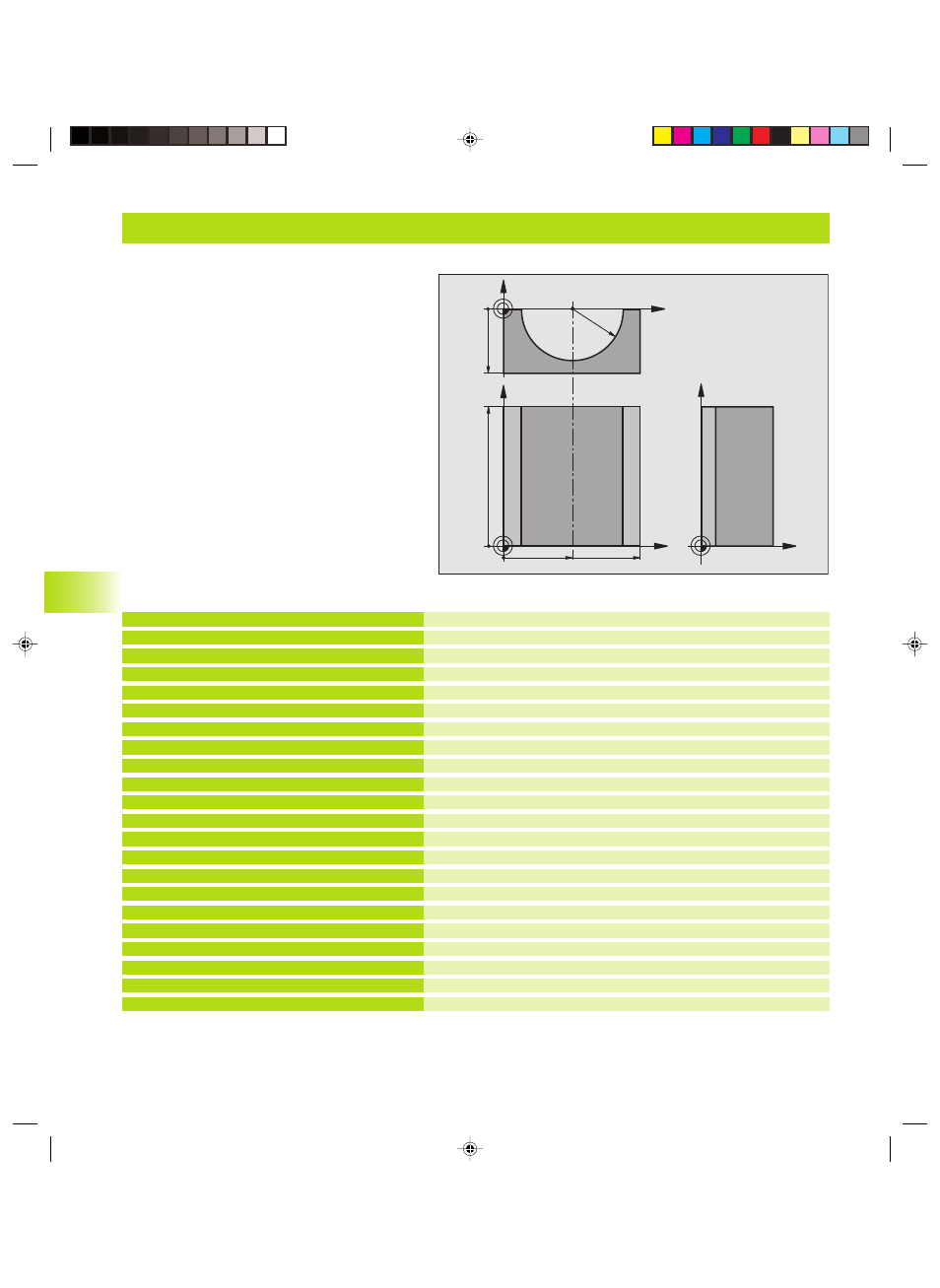
Przyk³ad: cylinder wklês³y z frezem kszta³towym
Przyk³ad: cylinder wklês³y z frezem kszta³towym
rodek osi X
rodek osi Y
rodek osi Z
K¹t startu przestrzeni (p³aszczyzna Z/X)
K¹t koñcowy przestrzeni (p³aszczyzna Z/X)
Promieñ cylindra
D³ugoæ cylindra
Po³o¿enie przy obrocie na p³aszczynie X/Y
Naddatek promienia cylindra
Posuw dosuwu na g³êbokoæ
Posuw frezowania
Liczba przejæ
Definicja czêci nieobrobionej
Definicja narzêdzia
Wywo³anie narzêdzia
Przemieciæ swobodnie narzêdzie
Wywo³aæ obróbkê
Wycofaæ naddatek
Wywo³aæ obróbkê
Przemieciæ swobodnie narzêdzie, koniec programu
0 BEGIN PGM CYLINDER MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +0
3 FN 0: Q3 = +0
4 FN 0: Q4 = +90
5 FN 0: Q5 = +270
6 FN 0: Q6 = +40
7 FN 0: Q7 = +100
8 FN 0: Q8 = +0
9 FN 0: Q10 = +5
10 FN 0: Q11 = +250
11 FN 0: Q12 = +400
12 FN 0: Q13 = +90
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 FMAX
18 CALL LBL 10
19 FN 0: Q10 = +0
20 CALL LBL 10
21 L Z+100 R0 FMAX M2
Przebieg programu
n
Program funkcjonuje tylko z frezem kszta³towym,
d³ugoæ narzêdzia odnosi siê do centrum kuli
n
Kontur cylindra zostaje przybli¿ony przy pomocy
wielu niewielkich prostych odcinków
(definiowany przez Q13) Im wiêcej przejæ
zdefiniowano, tym g³adszy bêdzie kontur
n
Cylinder zostaje frezowany skrawaniem
wzd³u¿nym (tu: równolegle do Y-osi)
n
Kierunek frezowania okrela siê przy pomocy
k¹ta startu i k¹ta koñcowego w przestrzeni:
Kierunek obróbki zgodnie z ruchem wskazówek
zegara:
k¹t startu > k¹t koñcowy
Kierunek obróbki w kierunku przeciwnym do
ruchu wskazówek zegara: k¹t startu < k¹t
koñcowy
n
Promieñ narzêdzia zostaje skorygowany
automatycznie
10.10
Przyk³ady
pr
ogramowania
X
Y
50
100
100
Z
Y
X
Z
-50
R40
Mkap10.pm6
15.12.2005, 09:53
180