HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 85
71
HEIDENHAIN TNC 310
6.4
Ruchy
po
torze
kszta³towym
pr
ostok¹tne
wspó³rzêdne
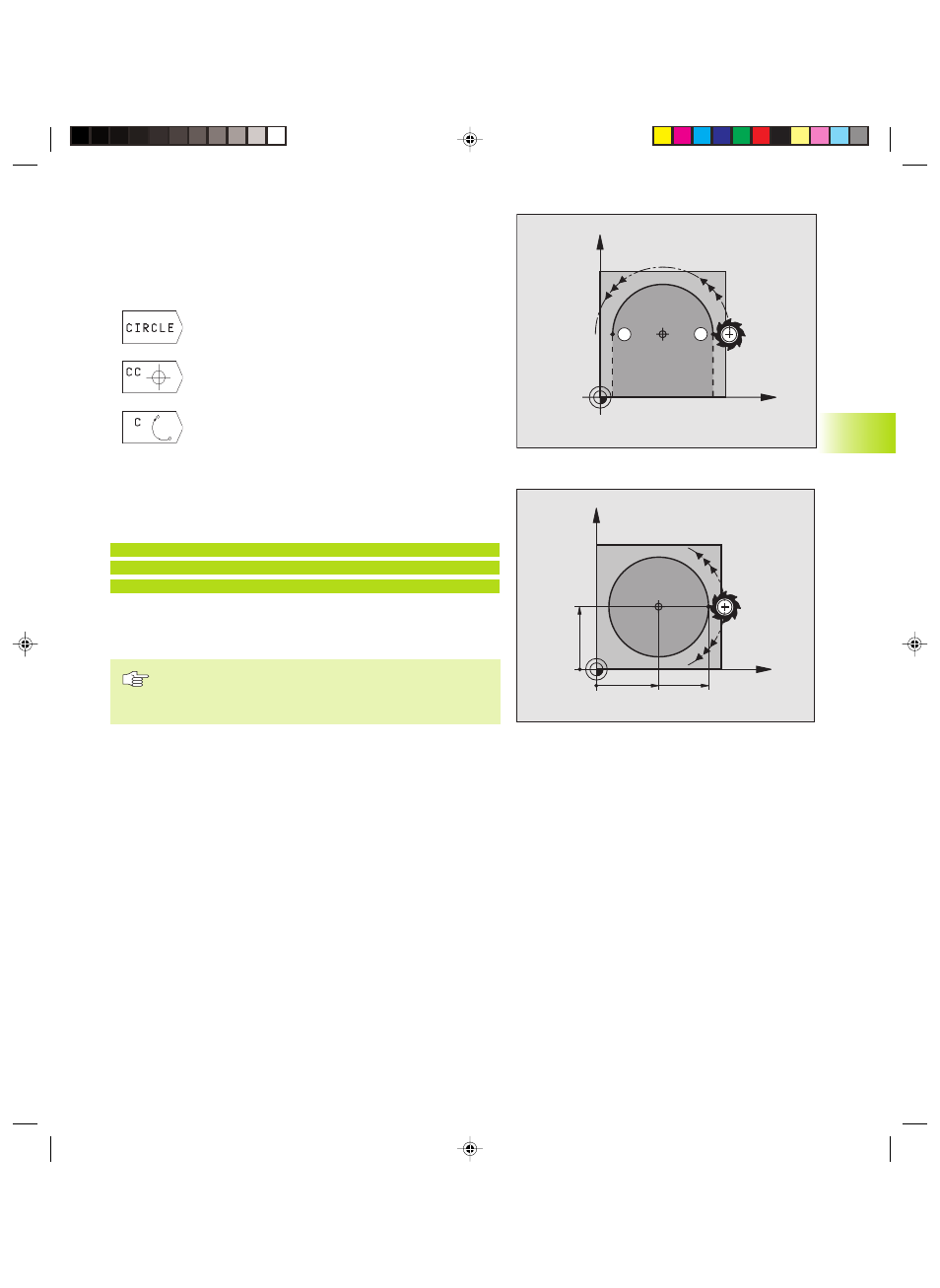
Tor ko³owy C wokó³ punktu rodkowego ko³a CC
Proszê okreliæ punkt rodkowy ko³a CC, zanim zostanie
zaprogramowany tor ko³owy C. Ostatnio zaprogramowana pozycja
narzêdzia przed zapisem C jest punktem startu toru ko³owego.
ú
Przemieciæ narzêdzie do punktu startu toru ko³owego
ú
Wybraæ funkcje trygonometryczne: nacisn¹æ
Softkey KO£A (drugi pasek Softkey)
ú
Wprowadziæ wspó³rzêdne punktu rodkowego
ko³a
ú
Wspó³rzêdne punktu koñcowego ³uku ko³owego
ú
Kierunek obrotu DR
Jeli konieczne:
ú
Posuw F
ú
Funkcja dodatkowa M
NC-bloki przyk³adowe
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
Ko³o pe³ne
Proszê zaprogramowaæ dla punktu koñcowego te same
wspó³rzêdne jak i dla punktu startu.
Punkt startu i punkt koñcowy ruchu ko³owego musz¹
le¿eæ na torze ko³owym.
Tolerancja wprowadzenia: do 0,016 mm.
X
Y
25
45
25
CC
DR+
DR–
S
E
X
Y
CC
Gkap6.pm6
15.12.2005, 09:53
71