5 cykle dla fr ezowania metod¹ wier szowania – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 150
8 Programowanie: Cykle
136
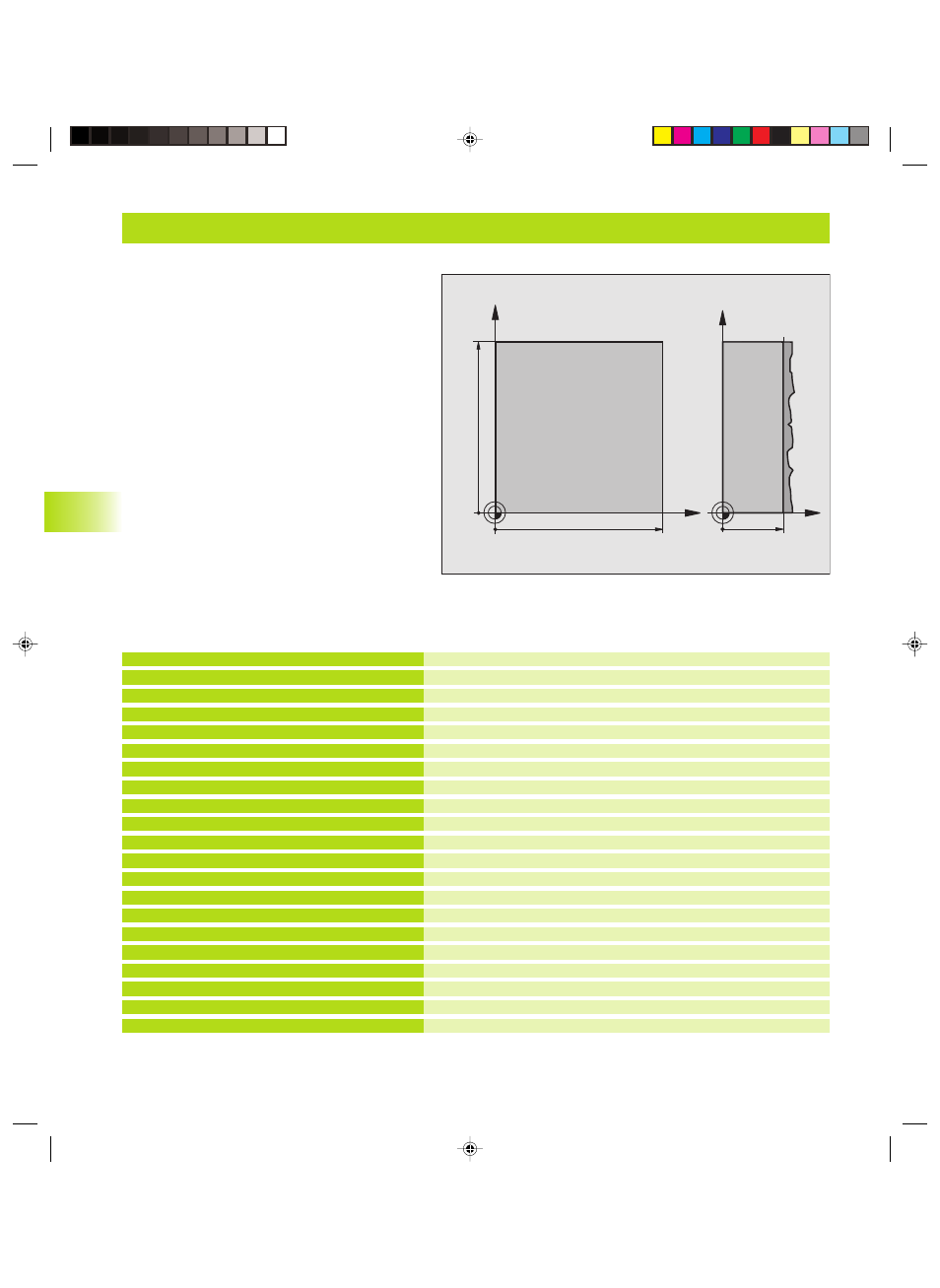
Przyk³ad: zdejmowanie materia³u metod¹ wierszowania
Definicja czêci nieobrobionej
Definicja narzêdzia
Wywo³anie narzêdzia
Przemieciæ narzêdzie
Definicja cyklu frezowanie metod¹ wierszowania
Punkt startu X-osi
Punkt startu Y-osi
Punkt startu Z-osi
1-sza d³ugoæ krawêdzi
2-ga d³ugoæ krawêdzi
Liczba przejæ
Posuw dosuwu na g³êbokoæ
Posuw frezowania
Posuw dosuwu poprzecznego
Bezpieczna wysokoæ
Pozycjonowaæ wstêpnie blisko punktu startu
Wywo³anie cyklu
Przemieciæ narzêdzie, koniec programu
0 BEGIN PGM 230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX
6 CYCL DEF 230 FREZOW. WIELOPLA.
Q225=+0
;PUNKT STARTU 1-SZEJ OSI
Q226=+0
;PUNKT STARTU 2-GIEJ OSI
Q227=+35 ;PUNKT STARTU 3-CIEJ OSI
Q218=100 ;D£UGOÆ 1-SZEJ STRONY
Q219=100 ;D£UGOÆ 2-GIEJ STRONY
Q240=25
;LICZBA KROKÓW
Q206=250 ;POSUW DOSUWU NA G£.
Q207=400 ;POSUW FREZOWANIA
Q209=150 ;POSUW POPRZECZ.
Q200=2
;BEZP. WYSOKOÆ.
7 L X-25 Y+0 R0 F MAX M3
8 CYKL CALL
9 L Z+250 R0 F MAX M2
10 END PGM 230 MM
8.5
Cykle
dla
fr
ezowania
metod¹
wier
szowania
X
Y
100
100
Z
Y
35
Kkap8.pm6
15.12.2005, 09:53
136