2 cykle wier cenia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 122
8 Programowanie: Cykle
108
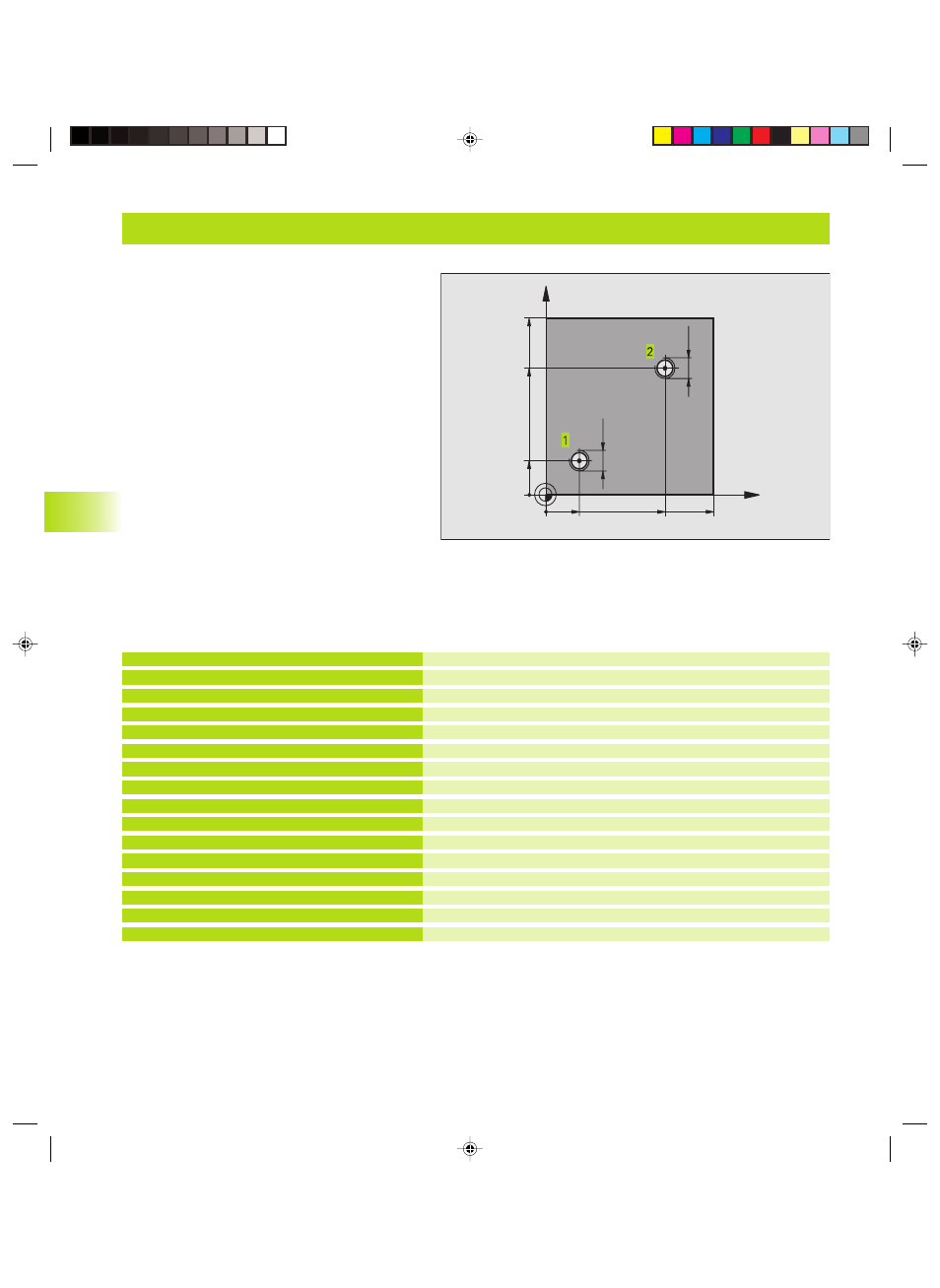
Przyk³ad: cykle wiercenia
Przebieg programu
n
P³yta ju¿ jest nawiercona dla M12,
g³êbokoæ p³yty: 20 mm
n
Programowanie cyklu gwintowania
n
Z przyczyn bezpieczeñstwa najpierw nale¿y
pozycjonowaæ wstêpnie na p³aszczynie i
nastêpnie w osi wrzeciona
8.2
Cykle
wier
cenia
X
Y
20
20
100
100
70
70
M12
M12
Definicja czêci nieobrobionej
Definicja narzêdzia
Wywo³anie narzêdzia
Przemieciæ narzêdzie
Definicja cyklu Gwintowanien
Dosun¹æ narzêdzie do odwiertu 1 na p³aszczynie obróbki
Pozycjonowaæ wstêpnie w osi wrzeciona
Dosun¹æ narzêdzie do odwiertu 2 na p³aszczynie obróbki
Przemieciæ narzêdzie, koniec programu
0 BEGIN PGM 2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4.5
4 TOOL CALL 1 Z S100
5 L Z+250 R0 FMAX
6 CYKL DEF 2 .0 GWINTOWANIE
7 CYKL DEF 2 .1 ODST 2
8 CYKL DEF 2 .2 G£ÊBOKOÆ -25
9 CYKL DEF 2 .3 P.CZAS.0
10 CYCL DEF 2 .4 F175
11 L X+20 Y+20 R0 FMAX M3
12 L Z+2 R0 FMAX M99
13 L X+70 Y+70 R0 FMAX M99
14 L Z+250 R0 FMAX M2
15 END PGM 2 MM
Kkap8.pm6
15.12.2005, 09:53
108