3 dosuniêcie narzêdzia do konturu i odsuniêcie – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 74
60
6 Programowanie: Programowanie konturów
6.3 Dosuniêcie narzêdzia do konturu i
odsuniêcie
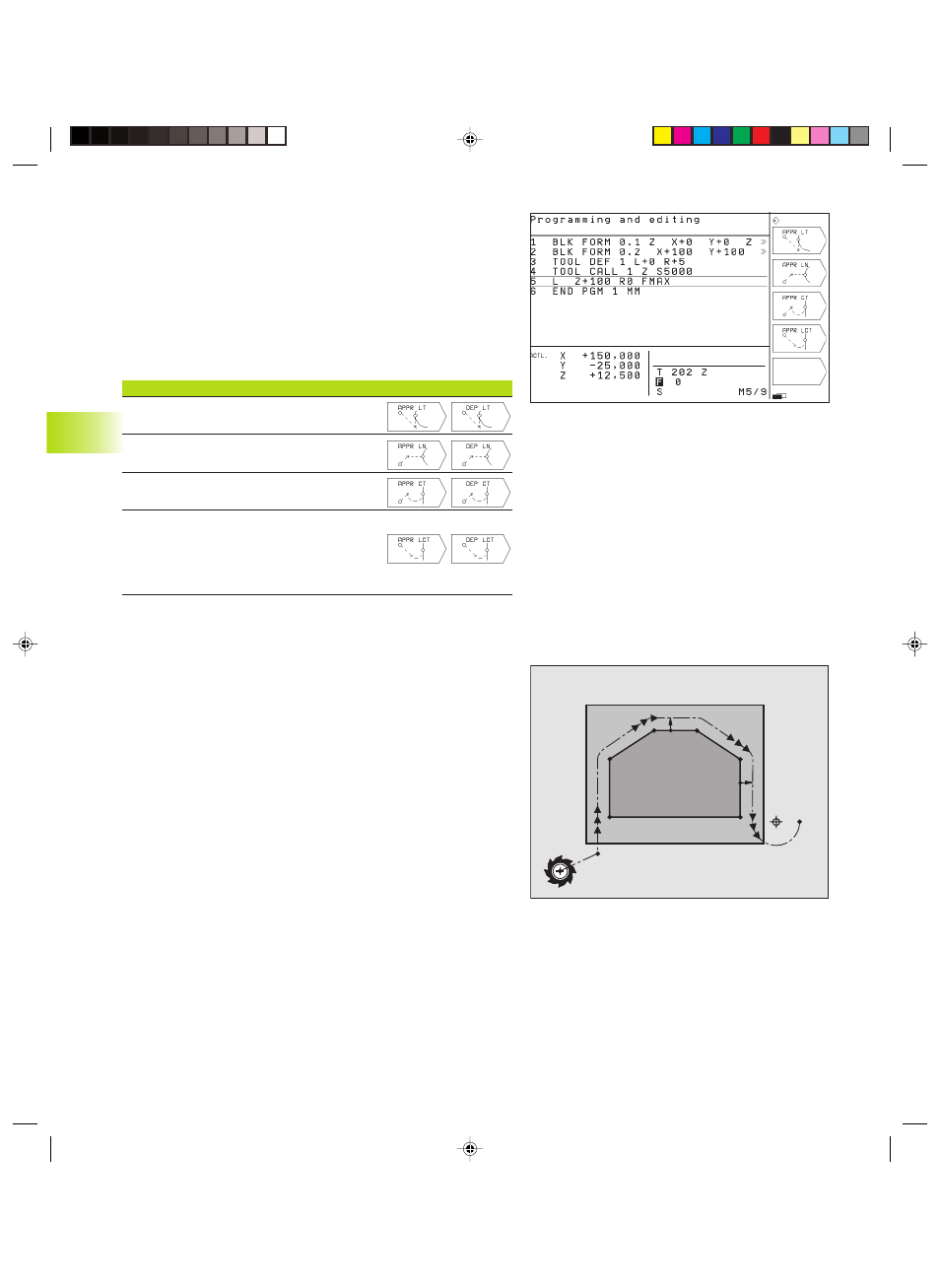
Przegl¹d: formy toru kszta³towego dla dosuniêcia
narzêdzia i odsuniêcia narzêdzia od konturu
Funkcje APPR (angl. approach = podjazd) i DEP (angl. departure =
opuszczenie, odjazd) aktywuje siê przy pomocy Softkey APPR/
DEP. Nastêpnie mo¿na wybieraæ poprzez Softkeys nastêpuj¹ce
formy toru kszta³towego:
Funkcja Softkeys: Dosun¹æ narzêdzie Odsun¹æ narzêdzie
Prosta z przyleganiem stycznym
Prosta prostopad³a do punktu konturu
Tor ko³owy z przyleganiem stycznym
Tor ko³owy z przyleganiem stycznym do
konturu, najazd i odjazd do
punktu pomocniczego poza konturem na
przylegaj¹cym stycznie odcinku prostej
Dosun¹æ narzêdzie do linii rubowej i odsun¹æ
Przy zbli¿aniu siê i opuszczaniu linii rubowej (Helix) narzêdzie
przemieszcza siê na przed³u¿enie linii rubowej i w ten sposób
powraca po stycznym torze ko³owym na kontur. Proszê u¿yæ w tym
celu funkcji APPR CT lub DEP CT.
Wa¿ne pozycje przy dosuniêciu i odsuniêciu
narzêdzia
n
Punkt startu P
S
Tê pozycjê proszê programowaæ bezporednio przed zapisem
APPR. P
S
le¿y poza konturem i dosuniêcie narzêdzia nastêpuje
bez korekcji promienia (R0).
n
Punkt pomocniczy P
H
Dosuniêcie i odsuniêcie narzêdzia wiedzie przy niektórych
formach toru kszta³towego poprzez punkt pomocniczy P
H
, który
TNC wylicza na podstawie danych w zapisie APPR i DEP.
n
Pierwszy punkt konturu P
A
i ostatni punkt konturu P
E
Pierwszy punkt konturu P
A
programuje siê w zapisie APPR, ostatnie
punkt konturu P
E
przy pomocy dowolnej funkcji toru kszta³towego.
n
Jeli zapis APPR zawiera wspó³rzêdne Z, TNC przemieszcza
narzêdzie na p³aszczynie obróbki do punktu P
H
i tam w osi
narzêdziowej na zadan¹ g³êbokoæ.
n
Punkt koñcowy P
N
Pozycja P
N
le¿y poza konturem i wynika z danych zawartych w
zapisie DEP. Jeli zapis DEP zawiera tak¿e wspó³rzêdne Z, TNC
przemieszcza narzêdzie na p³aszczynie obróbki do punktu P
H
i tam
w osi narzêdziowen na zadan¹ wysokoæ.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
6.3
Dosuniêcie
narzêdzia
do
konturu
i odsuniêcie
od
konturu
Gkap6.pm6
15.12.2005, 09:53
60