5 cykle dla fr ezowania metod¹ wier szowania – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 147
133
HEIDENHAIN TNC 310
Proszê uwzglêdniæ przed programowaniem
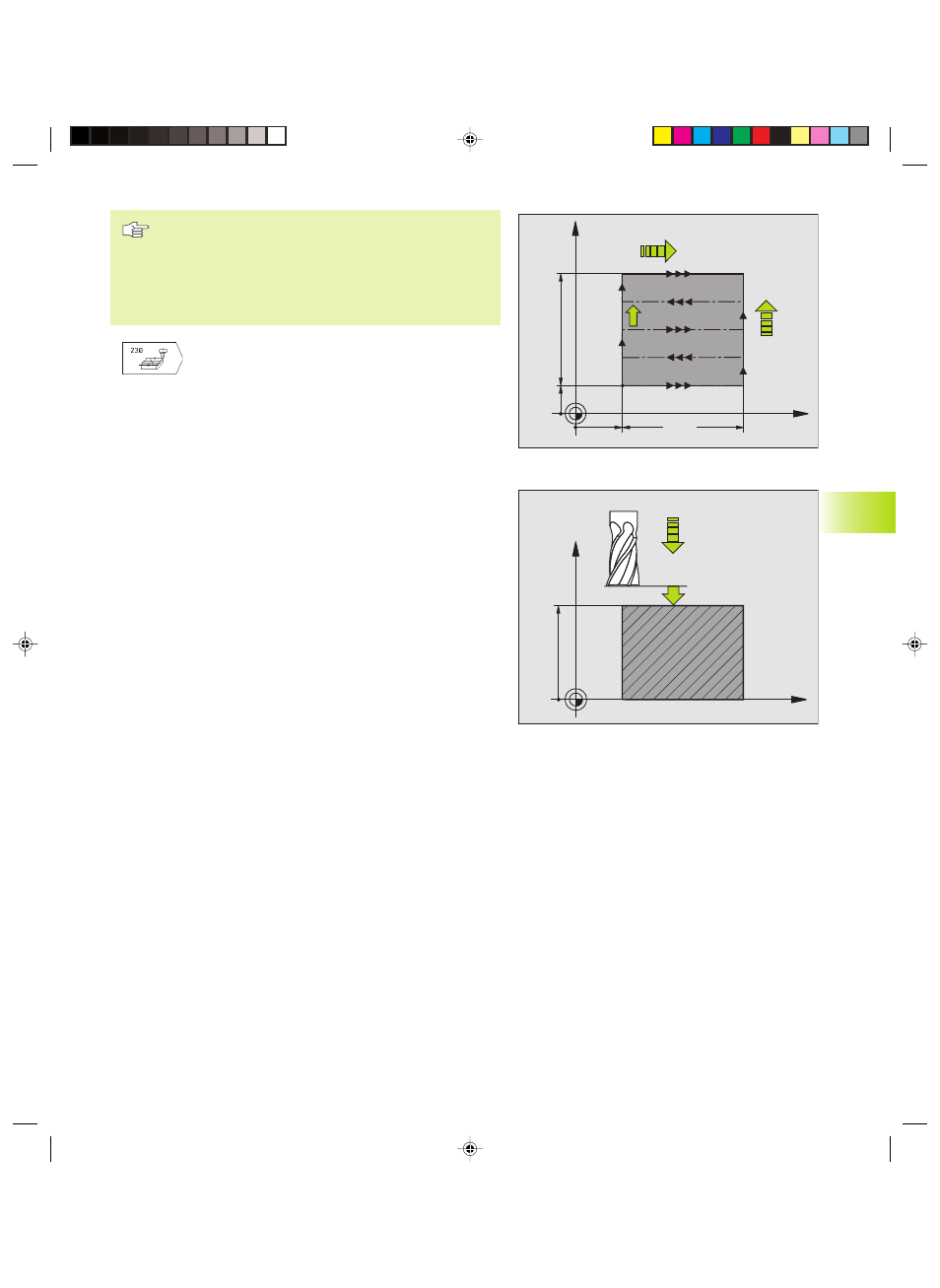
TNC pozycjonuje narzêdzie z aktualnej pozycji najpierw
na p³aszczynie obróbki i nastêpnie w osi wrzeciona do
punktu startu 1.
Tak wypozycjonowaæ narzêdzie, aby nie mog³o dojæ do
kolizji z przedmiotem lub mocowad³ami.
ú
Punkt startu 1-szej osi Q225 (bezwzglêdny):
wspó³rzêdna min-punktu obrabianej
wierszowaniem powierzchni w osi g³ównej
p³aszczyzny obróbki
ú
Punkt startu 2-giej osi Q226 (bezwzglêdna):
wspó³rzêdna min-punktu obrabianej
wierszowaniem powierzchni w osi pomocniczej
p³aszczyzny obróbki
ú
Punkt startu 3-ciej osi Q227 (bezwzglêdny):
wysokoæ w osi wrzeciona, na której dokonuje siê
frezowania wierszowaniem
ú
1-sza d³ugoæ boku Q218 (przyrostowo): d³ugoæ
frezowanej wierszowaniem powierzchni w osi
g³ównej powierzchni obróbki, odniesiona do
punktu startu 1-szej osi
ú
2-ga d³ugoæ boku Q219 (przyrostowo): d³ugoæ
frezowanej wierszowaniem powierzchni w osi
pomocniczej p³aszczyzny obróbki, odniesiona do
punktu startu 2. osi
ú
Liczba przejæ Q240: liczba wierszy, na których
TNC ma przemieciæ narzêdzie na szerokoci
ú
Posuw dosuwu na g³êbokoæ Q206: prêdkoæ
przemieszczenia narzêdzia przy przejedzie z
Bezpiecznej wysokoci na g³êbokoæ frezowania
w mm/min
ú
Poswu frezowania Q207: prêdkoæ przemieszczania
narzêdzia przy frezowaniu w mm/min
ú
Posuw poprzeczny Q209: prêdkoæ
przemieszczania narzêdzia przy przesuwaniu siê
do nastêpnego wiersza w
mm/min; jeli przesuwa siê poprzecznie w mate-
riale, to Q209 wprowadziæ mniejszym od Q207;
jeli przesuwa siê narzêdzie poza materia³em, to
Q209 mo¿e byæ wiêkszy od Q207
ú
Bezpieczna wysokoæ Q200 (przyrostowo):
pomiêdzy ostrzem narzêdzia i g³êbokoci¹
frezowania dla pozycjonowania na pocz¹tki i na
koñcu cyklu
8.5
Cykle
dla
fr
ezowania
metod¹
wier
szowania
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
Kkap8.pm6
15.12.2005, 09:53
133