3 przebieg pr ogramu – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 212
11 Test programu i przebieg programu
198
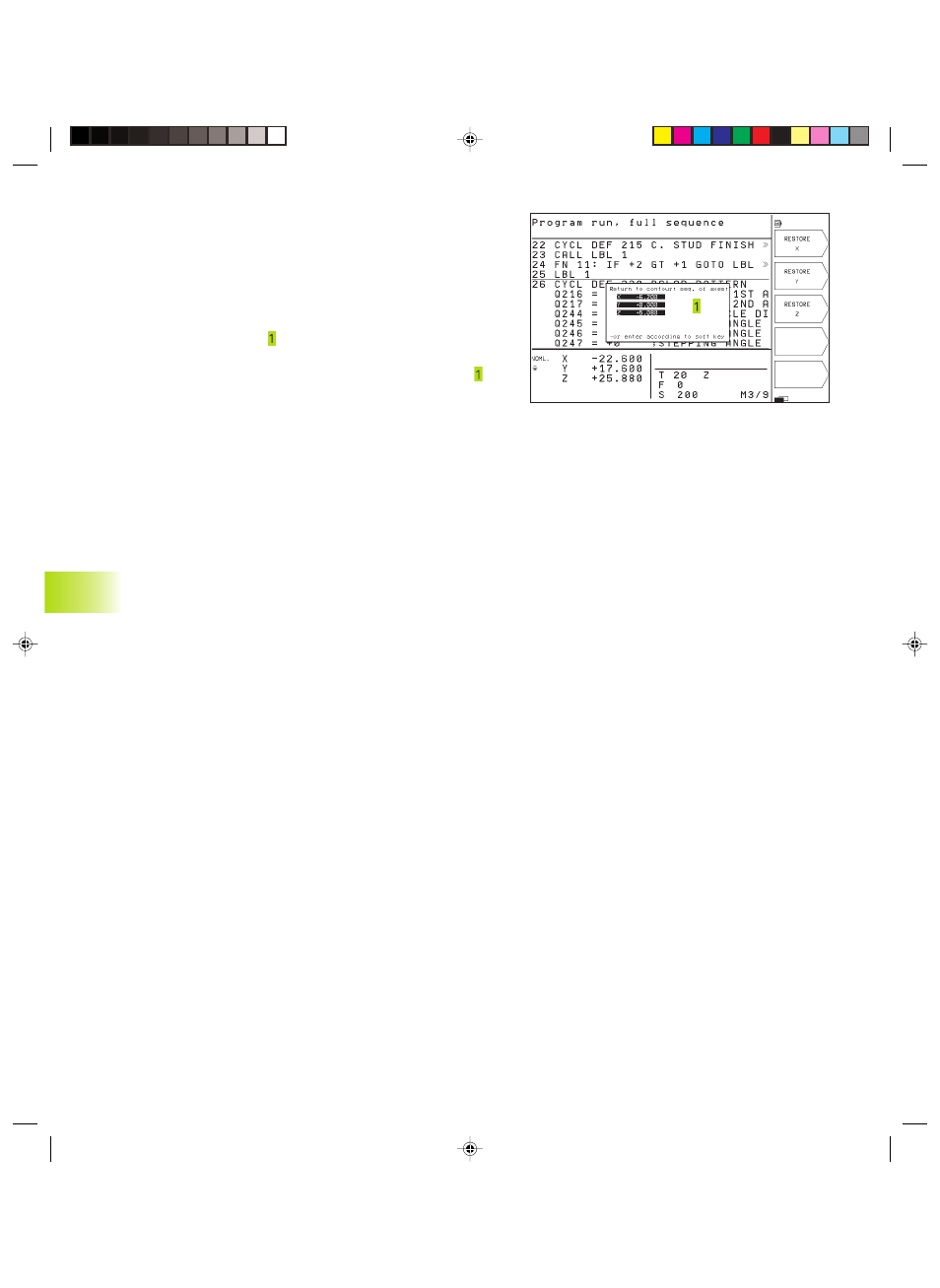
Ponowne dosuniêcie narzêdzia do konturu
Przy pomocy funkcji NAJAZD NA POZYCJÊ TNC przemieszcza
narzêdzie do konturu obrabianego przedmiotu, po tym kiedy
przesuniêto osie maszyny po przerwaniu przebiegu programu
poprzez Softkey OPERACJA RÊCZNA lub chcemy wejæ do
programu przy pomocy funkcji Przebieg bloków w przód.
ú
Wybraæ ponowny najazd na kontur: wybraæ Softkey NAJAZD NA
POZYCJÊ (odpada przy przebiegu bloków w przód). TNC ukazuje
w wywietlonym oknie te pozycje, na które TNC przemieszcza
narzêdzie
ú
Przemieszczenie osi w kolejnoci, któr¹ TNC proponuje w
oknie: nacisn¹æ zewnêtrzny przycisk START
ú
przesun¹æ osi w dowolnej kolejnoci: Softkey NAJAZD X,
NAJAZD Z itd. nacisn¹æ i za ka¿dym razem przy pomocy
zewnêtrznego przycisku START aktywowaæ
ú
Kontynuowaæ obróbkê: nacisn¹æ zewnêtrzny przycisk START
11.3
Przebieg
pr
ogramu
Nkap11.pm6
15.12.2005, 09:53
198